
Third
Edition
Metric Version
www.iscar.com
www.iscar.com
ISCAR’s Quick
Reference Guide for
Die and Mold Making
ISCAR’s Quick
Reference Guide for
Die and Mold Making
ISCAR’s Quick Reference Guide for Die and Mold Making Metric Version

ISCAR LTD.
Headquarters
Tefen 24959, Israel
Tel + 972 (0)4 997 0311
Fax + 972 (0)4 987 3741
www.iscar.com
Argentina
ISCAR TOOLS ARGENTINA SA
Monteagudo 222
1437 Buenos Aires
Tel + 54 114 912 2200
Fax + 54 114 912 4411
Australia
Headquarters and Technical Centre
Norwest Business Park
30 Brookhollow Avenue
Baulkham Hills NSW 2153
Australian Technical Training Centre
Bell Street, Preston, Victoria, 3072
Tel + 61 (0) 2 8848 3500
Fax + 61 (0) 2 8848 3511
www.iscar.com.au
Austria
ISCAR AUSTRIA GmbH
Im Stadtgut C 2
A-4407 Steyr-Gleink
Tel + 43 7252 71200-0
Fax + 43 7252 71200-999
www.iscar.at
Belarus
JV ALC “TWING-M”
Slutskaya str. 3,
223056 v. Sennitsa
Minsk district
Tel +375 17 506-32-38
+375 17 506-33-31/65
Tel/Fax +375 17 506-32-37
www.twing.by, www.iscar.by
Belgium
n.v. ISCAR BENELUX s.a.
Roekhout 13
B 1702 Dilbeek (Groot-Bijgaarden)
Tel + 32 (0) 2 464 2020
Fax + 32 (0) 2 522 5121
www.iscar.be
Bosnia
(Representative Office)
Kralja Tvrtka I br. 17
BIH- 72000 Zenica
Tel +387 32 201 100
Fax +387 32 201 101
Brazil
ISCAR DO BRASIL COML. LTDA.
Rodovia Miguel Melhado Campos,
Km 79, Bairro Moinho
CEP: 13280-000 - Vinhedo - SP
Tel + 55 19 3826-7100
Fax + 55 19 3826-7171
DDG 0800 701 8877
www.iscar.com.br
Bulgaria
ISCAR BULGARIA
Starozagorska 1, Str.
Floor 1, Office G,
6100 Kazanlak
Tel/Fax +359 431 62557
Canada
ISCAR TOOLS INC.
2100 Bristol Circle
Oakville, Ontario L6H 5R3
Tel + 1 905 829 9000
Fax + 1 905 829 9100
www.iscar.ca
China
ISCAR CHINA
7B21, Hanwei Plaza,
7 Guanghua Road
Chaoyang District
Bejiing 100004
Tel + 86 10 6561 0261/2/3
Fax + 86 10 6561 0264
www.iscar.com.cn
Croatia
ISCAR ALATI d.o.o.
J. Jelačiča 134
CRO-10430 Samobor
Tel +385 (0) 1 33 23 301
Fax +385 (0) 1 33 76 145
www.iscar.hr
Czech Republic
ISCAR CR s.r.o.
Mánesova 73, 301 00 Plzen
Tel + 420 377 420 625
Fax + 420 377 420 630
www.iscar.cz
Finland
ISCAR FINLAND OY
Ahertajantie 6
02100 Espoo
Tel +358-(0)9-439 1420
Fax +358-(0)9-466 328
France
ISCAR FRANCE SAS
8, Rue Georges Guynemer
78286 GUYANCOURT Cedex
Tel + 33 (0)1 30 12 92 92
Fax + 33 (0)1 30 43 88 22
www.iscar.fr
Germany
ISCAR GERMANY GmbH
Eisenstockstrasse 14
D 76275 Ettlingen
Tel + 49 (0) 72 43 9908-0
Fax + 49 (0) 72 43 9908-93
www.iscar.de
Hungary
ISCAR HUNGARY kft
Kassai u 151
H 1142 Budapest
Tel + 36 1 251 5688
Fax + 36 1 251 4757
www.iscar.hu
Italy
ISCAR ITALIA srl
Via Mattei 49 / 51
20020 Arese [MI]
Tel + 39 02 93 528 1
Fax + 39 02 93 528 213
www.iscaritalia.it
Japan
ISCAR JAPAN LTD.
Head Office
15th Floor, Senri Asahi
Hankyu Building
1-5-3, Shinsenri-Higashimachi
Toyonaka-Shi,
Osaka 560-0082
Tel + 81 6 6835 5471
Fax + 81 6 6835 5472
www.iscar.co.jp
Macedonia
(Representative Office)
Londonska 19/4
MK-1000 Skopje
Tel +389 2 309 02 52
Fax +389 2 309 02 54
Mexico
ISCAR DE MÉXICO,
S.A de C.V.
Fray Pedro de Gante 15
Col. Cimatario
Querétaro, Qro.
C.P. 76030
Tel + 52 (442) 214 5505
Fax + 52 (442) 214 5510
www.iscar.com.mx
The Netherlands
ISCAR NEDERLAND B.V.
Postbus 704, 2800 AS Gouda
Tel + 31 (0) 182 535523
Fax + 31 (0) 182 572777
www.iscar.nl
New Zealand
ISCAR PACIFIC LTD.
1/501 Mt. Wellington Hwy.
Mt. Wellington Auckland
Tel + 64 9 5731280
Fax + 64 9 5730781
Poland
ISCAR POLAND Sp. z o.o.
ul. Gospodarcza 14
40-432 Katowice
Tel + 48 32 735 7700
Fax + 48 32 735 7701
www.iscar.pl
Portugal
ISCAR
PORTUGAL, SA
Avd.Dr.Domingos Caetano de Sousa
Fracção B, Nº 541
4520-165 Santa Maria da Feira
Tel + 351 256 579950
Fax + 351 256 586764
www.iscarportugal.pt
Romania
ISCAR TOOLS SRL
Str. Maramures nr. 38,
Corp 2, Otopeni,
jud. Ilfov, cod 010832
Tel + 40 (0)312 286 614
Fax + 40 (0)312 286 615
Russia
Moscow
ISCAR RUSSIA CIS
Godovikova str. 9, build. 10
129085 Moscow
Tel/fax +7 495 660 91 25/31
www.iscar.ru
Chelyabinsk
ISCAR RF EAST LTD
Malogruzovaya str., 1 - office 605
454007, Chelyabinsk
Tel/fax +7 351 2450432
www.iscar.ru
Serbia
ISCAR TOOLS d.o.o.
Autoput 22
SRB-11080 Zemun
Tel +381 11 314 90 38
Fax +381 11 314 91 47
Slovakia
ISCAR SR, s.r.o.
K múzeu 3
010 03 Zilina
Tel +421 (0) 41 5074301
Fax +421 (0) 41 5074311
www.iscar.sk
Slovenia
ISCAR SLOVENIJA d.o.o.
IOC, Motnica 14
SI-1236 Trzin
Tel + 386 1 580 92 30
Fax + 386 1 562 21 84
www.iscar.si
South Africa
ISCAR SOUTH AFRICA (PTY) LTD.
47 Lake Road
Longmeadow Business Estate - North
Extension 7, Modderfontein,
Edenvale, Gauteng
P.O. Box 392
Longmeadow Business Estate - North 1609
ShareCall 08600-47227
Tel +27 11 997 2700
Fax +27 11 388 9750
www.iscar.co.za
South Korea
ISCAR KOREA
304 Youggye-Ri,
Gachang-myeon
Dalsung-gun, Daegu 711-860
Tel + 82 53 760 7590
Fax + 82 53 767 7203
www.iscarkorea.co.kr
Spain
ISCAR IBERICA SA
Parc Tecnològic del Vallès
Avda. Universitat Autònoma 19-21
08290 Cerdanyola-Barcelona
Tel +34 93 594 6484
Fax +34 93 582 4458
www.iscarib.es
Sweden
ISCAR SVERIGE AB
Kungsangsvagen 17B
Box 845
751 08 Uppsala
Tel + 46 (0) 18 66 90 60
Fax + 46 (0) 18 122 920
www.iscar.se
Switzerland
ISCAR HARTMETALL AG
Wespenstrasse 14
CH 8500 Frauenfeld
Tel + 41 (0) 52 728 0850
Fax + 41 (0) 52 728 0855
www.iscar.ch
Taiwan
ISCAR TAIWAN LTD.
395, Da Duen South Road,
Taichung 408
Tel +886 (0)4-24731573
Fax +886 (0)4-24731530
www.iscar.org.tw
Thailand
ISCAR THAILAND LTD.
57, 59, 61, 63 Soi Samanchan-Babos
Sukhumvit Rd.
Phra Khanong, Khlong Toey
Bangkok 10110
Tel + 66 (2) 7136633-8
Fax + 66 (2) 7136632
Turkey
ISCAR KESICI TAKIM
TIC. VE IML. LTD. STI.
Gebze Organize Sanayi Bölgesi (GOSB)
Ihsan Dede Cad. No: 105
Gebze / Kocaeli
Tel + 90 (262) 751 04 84 (Pbx)
Fax + 90 (262) 751 04 85
www.iscar.com.tr
Ukraine
ISCAR UKRAINE LLC
Volgodonska str., 66
02099 Kiev
Tel/fax +38 (044) 503-07-08
www.iscar.ru
United Kingdom
ISCAR TOOLS LTD.
Woodgate Business Park
Bartley Green
Birmingham B32 3DE
Tel + 44 (0) 121 422 8585
Fax + 44 (0) 121 423 2789
www.iscaruk.co.uk
United States
ISCAR METALS INC.
300 Westway Place
Arlington, TX 76018-1021
Tel + 1 817 258 3200
Tech Tel 1-877-BY-ISCAR
Fax + 1 817 258 3221
www.iscarmetals.com
Vietnam
ISCAR VIETNAM
(Representative Office)
Room D 2.8, Etown Building,
364 Cong Hoa, Tan Binh Dist.,
Ho Chi Minh City
Tel +84 38 123 519/20
Fax +84 38 123 521
7861458
© ISCAR LTD.
All rights reserved
02/2017
Dear Die and Mold Maker,
our Distinguished Customer and Colleague,
Our primary concern, as a tool manufacturer, is to provide you with the most progressive and most
high-efficiency cutting tools that will meet your requirements and answer the purpose of
modern technology.
Cutting metal faster and more accurate means cutting machining time and cost per part.
In many cases the cutting tool, which is sometimes seen as the more insignificant link in the chain
of production costs, presents a barrier to achieving productivity. We, at ISCAR, are aware of that
fact; and our ongoing research and development intends to develop those cutting tools that will
increase your manufacturing productivity, improve the performance of your workshop and lead
your die-making process to be more profitable.
The research and development result in various innovative solutions that we offer to our customers.
The variety of ISCAR tools is very rich, and sometimes, it is not so simple to be well oriented
in it. Therefore, we hope that this guide will help you in right tool selection and will be a good
supplement to our catalogs, reference forms and leaflets because it takes into account specific
features of die and mold making. First of all the guide emphasizes the latest solutions in order to
give you the opportunity of becoming familiar with them.
Also, we included here some more general information, tips and even historical issues related to
the discussed material and hope that you will find them useful.
We will be thankful for your every remark or suggestion regarding the guide.
We consider ourselves as your true colleague in the die and mold making process at your location
and will be proud and sincerely pleased if you will feel the same.

Die and Mold
3
Contents
Foreword ......................................................................................................
Die and Mold Materials ...............................................................................
Typical Examples of Dies and Molds ..........................................................
Cutting Tools in the Die and Mold Industry .................................................
Milling Tools ..................................................................................................
1. 90˚ Shoulder Milling ....................................................................
2. Milling Plane Surfaces ................................................................
3. Milling Contoured Surfaces (Profiling) .........................................
Hole Making Tools ........................................................................................
In Summation ................................................................................................
Technical Information ...................................................................................
3
4
8
9
10
13
36
44
119
121
122

4
ISCAR Tool Families
Referenced in this Guide
1. Milling Tools
2. Hole Making Tools

Foreword
Die and Mold
5
Foreword
A lot of things around us, parts or even fully completed products, are produced in dies and
molds: an internal cylinder block or a toy, a plastic container or a crankshaft, a bottle or a jet
turbine blade, a tin soldier or a boat. These objects differ in their form, material, sizes, mechanical
properties, and are manufactured by different technological methods of metal forming or
processing of plastics.
Broadly speaking a die or a mold, being an assembly unit, comprises various elements, and
many of them are standard or unified. A form of a part that is produced in the die or the mold
is determined by several main components (cavities, rams, etc.).
Shaping the components is a central operation in die and mold manufacturing that demands from
die and mold makers rich knowledge, skills and experience. A die and mold maker is rightfully
considered as one of the most professionally skilled workers in manufacturing. Modern CNC
technology and CAD/CAM systems substantially change die and mold making, turning it from
craft into a whole branch of trade.
A part intended to be produced in a die or mold dictates shape and sizes of the die or
mold and accuracy requirements; and a forming technology and the part run size – the die
or mold material. The part shape and the die or mold material are a source data for
die and mold making.
Automotive Industry is a major consumer of dies and molds. Approximately 60%
of stamping dies and 40% of plastic molds produce automotive parts.
There are different kinds of dies and molds, which can be grouped in the following principal
types: forging dies, stamping (pressing) dies, die casting dies and molds for plastics.
In manufacturing a die or mold, the shape and the sizes are the main factors of the degree
of difficulty for machining:
• Low degree in case of plane areas, simple shapes, shallow cavities etc.
• Medium, when the shape becomes more complicated, the sizes bigger and the cavities
deeper; rams have steep walls, etc.
• High degree in the context of very complex shape, narrow and deep cavities, considerable
difference between heights, etc.
Also, difficulty in machining is a function of machinability of the die or mold material.
The key to productive and effective die and mold making is the process planning – the choice
of technology of the die or mold manufacturing that, in general, includes machining
operations, assembly and finishing works. Today’s CAD/CAM software enables analyzing the
die or mold design, defining machining strategy, developing CNC programs and machining
simulation in order to find the most efficient solution that allows full use of advantages of
modern machine tools.
The right machining strategy is directly related to correctly chosen cutting tools that
perform material removal during operation. A tool, which seems to be a secondary element
of the die and mold process, is a substantial factor of productivity and profitability.
We, at ISCAR, distinctly understand the role of cutting tools in the die and mold industry and try
to provide the die and mold maker with reliable and efficient tooling that meets every
requirement of the branch. The right tool selection depends on different factors.
We will discuss them here briefly, explain the tools’ features and thus build a base
for the correct tool choice.

Die and Mold Materials
6
Die and Mold Materials
We have already noticed that a die or mold has different movable and stationary parts
(clamping elements, springs, pins, bolts, bushings, support pillars, etc.) generally made from
different engineering materials, from plastics to cemented carbides.
However, key die or mold parts that act on specific requirements of the die and mold industry
usually are from particular materials, which should be emphasized.
Tool Steels
Tool steels relate to a type of steels that, as indicated in its name, is intended first of all for
making tools for cutting and forming metals and other materials. There are many national and
international standards for specified tool steels. Moreover, in order to answer to the particular
requirements of industry, steel manufacturers produce different steels in accordance with their
own specification. These steels often have no standard designation and are identified by their
trade names. In this guide we use the standards of the American Iron and Steel Institute (AISI)
and the Society of Automotive Engineers (SAE). The parallel designation in conformity
with other acting standards is sometimes given in the text; and the information section at the
end of this guide contains a cross-reference table with comparative designation of tool steels
in keeping with the different national standards.
Die and mold makers deal with steel in wide ranges of hardness, from low (HB 200 and less)
to high (HRC 63).
In line with the main field of application there are six general and two special-purpose classes
of tool steels, from which the following are the most popular in the die and mold industry:
• Cold-work tool steels including A series (air-hardening medium-alloy),
D series (high-carbon high-chromium) and O series (oil hardening)
• Hot-work H series
• Water hardening W series
• Plastic mold P series
• Shock resistant S series
• Special-purpose L series (low-alloy)
In die and mold design, the main properties of tool steels are strength, wear resistance,
corrosion resistance, etc. However, while for a die and tool maker dealing with the material,
which has already been specified by designers, more important properties are: hardness,
machinability, polishability and dimensional stability.
The steel manufacturers supply steels in different delivery conditions: annealed, pre-hardened
and hardened. Consequently, in die and mold making process, hardness of tool steel
(even the same grade) can vary within a wide range from HB 200 and less (soft steel)
to HRC 63 (hard steel). Normally, high stock removal rate characterizes rough machining of
a soft material while closed allowances are usual for finish cuts when material hardness is high.
The term “pre-hardened steel” is not well-defined. It means that steel is hardened and tempered
to relatively not high hardness but different steel producers use different limits for its
specification. Generally, it is less than HRC 45, however, in technical literature and references the
steels with that hardness often relate to hard steel. The term and its hardness limit are allied
to cutting tool development and their ability to cut material. Therefore, steels can be divided
into the following conditional groups depending on their hardness:

Die and Mold Materials
Die and Mold
7
• Soft annealed to hardness up to HB 250
• Pre-hardened to two ranges:
- HRC 30-37
- HRC 38-44
• Hardened to two ranges:
- HRC 45-49
- HRC 50-55
- HRC 56-63 and more
Table 1 shows some features of the most typical tool steels that are common in the
die and mold industry.
Not relating directly to tool steels, so called maraging steels (the term includes the words
martensitic
and
aging
) became be more and more usable in die and mold making, particularly, in
manufacturing plastic molds. They have relatively high Ni and Co percentage, can be supplied in
pre-hardened state (HRC 30-36, Maraging 250 and Maraging 300, for instance) and are hardened
to HRC 58. Nevertheless, despite their dimensional stability and good polishability, they are still
considerably expensive comparing with mold steels, and therefore their application in the die and
mold industry is limited.
Category
Designation Delivery
Hardening Application examples
AISI/SAE DIN W.-Nr. Annealed to Prehardened
Cold-work
tool steels
A2 1.2363 HB 220 HRC 56-60
Cold blanking, extrusion,
coining dies, molds
D2
1.2379
HB 210
HRC 56-62
Cold stamping and extrusion dies
and punches,
forging dies, master hobs
D3 1.2080 HB 240 HRC 56-62 Cold stamping dies and punches
O1 1.2510 HB 200 HRC 58-62
Forming dies and parts,
cold stamping dies
Hot-work
tool steels
H11 1.2343 HB 180 HRC 46-52 Hot extrusion dies, plastic molds
H13 1.2344 HB 190 HRC 44-54
Die-casting dies, punches,
plastic molds
Plastic mold
steels
P20 1.2330 HB 280 HRC 32-36 HRC 48-52 Plastic molds
Shock-resistant
steels
S7 HB 200 HRC 50-58
Hot forging dies, punches, master
hobs, cold extrusion dies
Special-
purpose steels
L6 1.2713 HB 230 HRC 36-44 HRC 50-60
Drop forging dies, die-casting dies,
plastic molds
Table 1 Typical Tool Steels for Die and Mold Making

Die and Mold Materials
8
Stainless Steels
Martensitic stainless steels (AISI 420, 420F) are widely used for producing plastic molds, especially,
for cavities of small to medium sizes with complicated shapes and substantial differences in cross-
sections. They are supplied as annealed to HB 200, and their heat treatment after machining is
simple.
Alloy Steels and Plain Carbon Steels
Alloy and even plain carbon steels are used for various general parts such as holders, pillars, pins,
rings, etc. Moreover, in many cases (low-run production dies, some kinds of molds) AISI/SAE
4130, 4140 and 4150 steels are main materials for forming parts. These three steels are usually
supplied in an annealed state or pre-hardened to HRC 32-35 and can be hardened to HRC 44-52.
The die and mold industry handles practically all types of engineering materials, but the most typical
for the branch are tool steels.
Cast Iron
Cast iron (especially grey) is also considered as a die and mold material for manufacturing large-
sized parts, plates, spacers, bushings and other components where wear is not expected. In
addition, nodular cast iron sometimes is used for dies, punches, jigs and pads and even for molds.
Nonferrous Metals
Aluminum is not the most popular material in the die and mold industry, but it often used for
prototype dies and molds, for multiplied identical molds, short life molds and various extrusion
molds because it is easy to machine and low cost. Today aluminum starts to penetrate into resin
mold manufacturing due to its much better thermal conductivity, machinability and polishability
compared to mold steels. The following aluminum alloys: 2024, 6061 and 7075 (in accordance
with the Aluminum Association Alloy and Temper Designation System) are more and more
common in mold making practice.
Beryllium-copper alloys and zinc alloy are materials for blow molds, injection mold components
and cavity inserts. Modern metal producers offer beryllium-copper alloys that have enough strength
and good wear and corrosion resistance properties. In machining, they are cut 2-3 times faster
than tool steels. The alloys’ hardness is HRC 30-42, depending on the hardness grade. For this
reason the beryllium-copper alloys can replace traditional tool steels and stainless steels as a mold
material in some cases.
Electrical discharge machining (EDM) is another important field of nonferrous metals application
in die and mold making. Electrodes for EDM are produced from brass, copper, copper tungsten
(60-70% of tungsten) and graphite.

Die and Mold Materials
Die and Mold
9
Machinability of Die and Mold Materials
The following data can be useful for estimating machinability of common die and mold materials in
regular delivery conditions. Machinability rating is based on AISI/SAE 1212 free cutting
steel as 100%.
¹ ASTM is the American Society for Testing and Materials
Carbon steels
1020 72% 1030 72% 1045 57%
1060 51% 1212 100% 1215 136%
Alloy steels
4130 72% 4140 66% 4340 57%
5015 78% 8620 68% 8720 68%
Tool steels
A2 42% D2 27% D3 28%
D7 25% H11 49 H12 46%
H13 46% H19 43% H21 36%
L6 39% O1 42% O6 57%
P2 42% P5 42% P20 38%
P21 38% S1 36% S5 31%
S7 45% W1 48% W2 45%
Martensitic stainless steels
403 55% 420 45% 430 45%
Grey cast iron (ASTM A48-76 classes¹)
20 (DIN GG 10) 73% 40 (DIN GG 25) 48%
Nodular cast iron (ASTM A 536-80 classes)
65-45-12 (DIN GGG 50) 61% 80-55-06 (DIN GGG 60) 39%
Aluminum alloys
6061-T 200% 7075-T 140%
Copper and copper alloys 80%-120%
Maraging 300 33%

Typical Examples of Dies and Molds
10
Typical Examples of Dies and Molds
Forging die
Die component……………....................
cavity
Material…………….………....................
S7
Hardness……………...............………...
HRC 52
Machining difficulty.................................
medium to high
Run size………………..............…….....
high-run production
Formed part……………….....................
connecting rod
Stamping die
Die component……………....................
punch
Material…………………….....................
D2
Hardness……………………..................
HRC 60
Difficulty for machining……...................
medium
Run size……………………...................
high-run production
Formed part……………….....................
hood
Die-casting die
Die component……………....................
cavity
Material…………………….....................
H21
Hardness……………………..................
HRC 51
Difficulty for machining……...................
low to medium
Run size……………………...................
medium-run production
Formed part……………….....................
tap's housing
Die-casting die
Die component……………....................
cavity
Material…………………….....................
H13
Hardness……………………..................
HRC 54
Difficulty for machining……...................
high
Run size……………………...................
high-run production
Formed part……………….....................
crankshaft
Plastic mold
Mold component…………....................
cavity
Material…………………….....................
H13
Hardness
HRC 50
Difficulty for machining……...................
low
Run size……………………...................
medium-run production
Formed part……………….....................
cellular phone housing
Plastic mold
Mold component…………….................
cavity
Material…………………….....................
P20
Hardness……………………..................
HRC 48
Difficulty for machining……...................
medium
Run size……………..............……….....
high-run production
Formed part……………….....................
car bumper

Die and Mold
11
Cutting Tools in
Die and Mold Industry
In die and mold manufacturing, there are different machining operations: cutting (milling, drilling,
reaming, etc.), abrasive machining (grinding, polishing, honing, etc.) and EDM. Even water jet
cutting is used by die and mold makers. However, metal cutting remains to be the predominant
method of die and mold production.
Dies and molds have different shapes and sizes, varying from small to large. In many cases
machining dies and molds requires removing a large amount of material. A typical machining
process contains rough and finish cutting operations. The main parameter for rough machining
with a large stock allowance is metal removal rate, while for finishing, the most important factors
are accuracy and surface finish.
For the development of machine tools, CNC control and CAD/CAM systems cardinally changed
the die and mold industry by giving the die and mold maker new methods of multi-axis machining
and introducing advanced computer techniques of machining simulation and verification. Modern
cutting strategies, such as high speed machining (HSM), high feed milling (HFM) and trochoidal
milling have penetrated into die and mold production. Machining hard materials, long tool life,
stability, reliability and high performance intended for reducing or even full elimination EDM and
manual polishing – only the tool that meets these requirements can be considered a passport to
success in productive and effective die and mold making.

Milling Tools
12
Milling Tools
Milling plays a key role in machining dies and molds. Indeed, milling tools remove the most
share of material, shaping a workpiece to a die or mold part. A conventional process planning
comprises rough, semi-finish and finish milling operations. The traditional approach to rough milling
is based on cutting with large depth and width of cut. Correspondingly, it demands high-power
machine tools with low spindle speeds for large milling tools. This way of machining provides
maximum productivity when cutting a soft material. Due to a die or mold has appropriate hardness
requirements and in addition, heavy-duty rough milling leads to significant residual stresses,
further heat treatment is necessary. The mentioned approach usually characterizes production of
large-sized die and mold parts that have considerable differences in depth or height. However,
some producers are still supporters of this method due to limitations of available machine tools,
CNC programs or traditional thinking in process planning. Over time, and as industrial innovations
developed, HFM became a relevant technique in roughing. It allows machining soft to pre-
hardened steels with small depth of cut and extremely high feed per tooth and leads to increased
productivity.
HSM, another modern way of metal cutting, is intended first of all for finish milling of hard steels.
Nevertheless, it can be effective also for rough and semi-finish machining, particularly for small to
medium parts or in cases with slight differences in depth or height because it enables cutting hard
material directly. Further HSM development has resulted in trochoidal milling.
Yet one method of rough milling growing in popularity in the die and mold industry is plunge milling
(or plunging) with a tool feed direction towards the tool axis. It gives the opportunity for efficient
roughing of cavities and external surfaces with a complex shape (so called sculpturing operations).
The modern milling techniques, their advantages and problematic points and requirements of
cutting tools will be discussed on the following pages of the guide.
All typical milling operations are involved in die and mold manufacturing: 90˚ shoulder milling,
face milling, milling slots, contours and chamfers; and profile milling (the parallel definition of the
operations: shouldering, facing, slotting, countering, chamfering and profiling, also are often used
by professionals). The latter, including machining shaped 3D surfaces, is the pivot of die and mold
making. Milling tools are available in different configurations: indexable, that has replaceable cutting
inserts or whole cutting heads, and solid.

Milling Tools
Die and Mold
13
Selection Guideline: How to Choose the Right Milling Tool
Putting the question of tool selection into broad perspective, the main side of the issue shall be
emphasized: cost per unit (CPU) for a part that is machined by the tool. In spite of the fact that
the tooling cost share in CPU is minor, the tool’s indirect influence on CPU reduction can be
considerable. Namely the tool, this small part of a manufacturing process, sometimes is a single
obstacle for a machine tool to run faster and thus to cut machining time.
Hence, for better productivity and as a result for lower CPU the most high-efficiency tool
should be used.
Another important aspect is versatility of the cutting tool, its ability to perform various milling
operations effectively. For example: shoulder milling, ramping and plunge milling. Such combinations
allow for using one tool for different applications and, when machining a part, shortening time
needed for tool change during machining.
An additional way of increasing versatility is using the tools with interchangeable precise cutting
heads, which render a possible head change when the tool or its holder is clamped into a machine
spindle and does not require time for setup procedures.
Taking these so obvious, but often left out points into consideration and speaking about the tool
selection more specifically, the analysis by chain: Application-Geometry-Grade (AGG) shall be
applied. In brief, AGG means the following commonly known checkpoints - questions, answer on
which allows for the tool choice:
Application What is the type of machining operation?
Workpiece: its material, hardness before the operation
Required accuracy and surface finish
Machining allowance
Machining strategy
Type of machining (light, medium, heavy)
What type of tool, in accordance to adaptation (a mill with shank, shell mill)?
Operation stability (good, bad)
Machine tool (sufficient/limited power, condition, spindle speed)
Coolant (coolant type: dry, wet; possibility of coolant throw spindle)
Geometry Which cutting geometry is recommended for machining the workpiece
for the above requirements? Both types of tools should be checked:
indexable and solid.
Grade Which grade of a cutting tool material is more suitable for machining the
workpiece for the above requirements?
Carbide Grades for Indexable Milling Inserts
The indexable inserts for milling the die and mold materials are produced from different tungsten
carbide grades, mostly coated by methods of physical or chemical vapor deposition (PVD and
CVD respectively).
PVD coatings have a wide distribution in milling inserts and solid carbide endmills because they
leave the cutting edges sharp. PVD coatings are applied at relatively low temperature
(about 500 ˚C).
CVD coatings are much thicker and that contributes to wear resistance. The CVD coatings are
applied at high temperature (approximately 1000 ˚C). Current technology enables improving CVD
process by moderate-temperature CVD (MT CVD) with its lower deposition temperatures. Further
steps in technology development include combinations of both coating methods: CVD and PVD.
ISCAR offers a rich program of the carbide grades for the milling inserts. We observe briefly the
more recent of them intended primarily for machining the popular die and mold materials. Except
for grade DT7150, the preferred grades, which are produced by SUMO TEC method, have

Milling Tools
14
ISO Class
DIN/ISO 513
Carbide Grades
IC808 IC5100 IC810 DT7150 IC830 IC330
P
P15-P30 P10-P25 P15-P30 P20-P50 P25-P50
M
M20-M30 M20-M40 M30-M40
K
K20-K40 K05-K20 K05-K25 K05-K25 K15-K40
H
H20-H30
Coating PVD MT CVD PVD Combination PVD PVD
Table 2 Selected Carbide Grades for Indexable Inserts Intended
for Milling Die and Mold Materials
For more detailed information about the carbide grades and coating technology refer to ISCAR
catalogs, guides and technical leaflets.
- First choice
Ferritic and martensitic s.s. (ISCAR material groups 12;13)
Tougher
Harder
a special post-coating treatment with extra advantages. Table 2 contains the comparative data for
general characteristics of the grades.
IC808 is a grade with tough submicron substrate and titanium aluminum nitride (TiAlN) PVD
coating, designed for milling die and mold materials such as hard alloy and carbon steels at
medium-to-high cutting speed. They are noted for excellent notch wear and built-up edge
resistance.
IC5100 – a tough substrate with a MT CVD and alpha aluminum oxide (Al
2
O
3
) coating that is
recommended for milling grey cast iron at high cutting speeds, providing excellent tool life.
IC810 – a PVD grade coated with aluminum titanium nitride (AlTiN) that produces high oxidation
resistance, enabling machining at high speed. A good choice for miling nodular and grey cast iron
at low to medium cutting speed under unstable conditions.
DT7150 – a carbide grade with a tough substrate that has a dual MT CVD and TiAlN PVD coating.
Features high wear and chipping resistance. Recommended for medium to high cutting speeds for
machining of cast iron and cast steel, especially with siliceous skin.
IC830 – a PVD TiAlN coated tough grade for milling alloy steel and stainless steel. Shows good
results for interrupted cut and heavy duty operations.
IC330 – a multi-purpose tough grade with titanium nitride (TiN)/titanium carbonitride (TiCN)
coating. Used for milling a wide range of die and mold materials, at low to medium
cutting speed.
SUMO TEC carbide grades
The SUMO TEC grades feature a special post-coating treatment which provides substantially
improved life and better reliability. The new process enhances toughness and chipping resistance,
reduces friction and built-up edge, thus increasing tool life. The golden-colored flank facilitates
wear detection. The post-coating treatment has the effect of making the rake face even and uniform,
minimizing inner stresses and droplets in coating, which lead to smooth chip flow and extended
tool life. Yet at the same time the untreated flank continues to be rough enough for good contact
with base surfaces of tool pockets.

Milling Tools
Die and Mold
15
90˚ Shoulder Milling
ISCAR endmills that are intended mostly for 90˚ (square) shoulder milling but used also for
milling slots and grooves, are being developed in the following directions:
• Endmills with indexable inserts of diameter range 8-50 mm
• Solid carbide endmills with diameters to 25 mm
• Replaceable milling heads with MULTI-MASTER adaptation (or simply MULTI-MASTER heads)
of 6-25 mm diameters
• Extended flute endmill cutters of diameter range 12-100 mm
The extended flute endmill cutters are for roughing, while the other kinds of
endmills are used in all kinds of operations: roughing, semi-finishing and finishing.
Insert with helical cutting edge
In the 1990’s ISCAR introduced new milling cutters which carried indexable sintered carbide
inserts APKT 1003 PDR-HM. It was the first insert with a helical cutting edge. Now an insert cutting
edge as a part of a helix that is built on a cutting cylinder seems apparent, and many tool
manufacturers use this approach for producing their milling inserts.
But in the 1990’s it was a real innovative solution. A helical edge ensured constant cutting geometry,
smooth cutting and considerably improved insert life. Ground HSS and solid carbide tools,
which were known long before, already had helical edges; however, the edge was made
by grinding. Nonetheless, producing a replaceable carbide insert with a helical edge by means of
pressing technology only was a serious problem at that time, and its solution by ISCAR brought
about revolutionary changes in the cutting tools industry.
HELIMILL – a line of new milling tools was born.
Endmills with Indexable Inserts
The main functional features of the most popular ISCAR endmills with indexable inserts are
summarized in Tables 3 and 4. Table 3 shows the number of teeth of the tools as a function of the
tool diameter and its maximal depth of cut; and Table 4 is intended for estimating the rampdown
ability of the tools.
Machining cavities is a typical feature of die and mold making. Hence, the ability to drill with
subsequent milling is an important attribute of a milling tool. Another significant factor is a tool
capability to ramp milling when the tool is simultaneously fed in radial and axial directions.
If the tool moves axially upward, it is ramp up milling (ramping up); and if it moves axially
down – ramp down milling. Maximal rampdown angle characterizing tool possibilities in ramping
is a valued feature for tool selection. The angle depends on cutting geometry and the nominal
diameter of a tool. For tools with high overhang from a toolholder (long and extra long series
of the tool overall length) the rampdown angle should be additionally diminished.
Three axes milling by helical interpolation is a widely used method for machining holes especially
with a large diameter. A cutter, which travels simultaneously along three coordinate axes of
a machine tool, moves planetary about an internal hole diameter and creates the summarized
cutting helical movement.
The helix angle is dependent of the maximal rampdown angle of the tool performed interpolation.
The helical tool path maintains smooth entry in the material and uniform loading of the tool.
The particular case of helical interpolation is two axes milling by circular interpolation when only
the planetary movement is made.
The depth of a machined hole depends on the maximal allowed depth of cut of the tool.
Chip evacuation and chip re-cutting are factors that affect a milling tool machined
cavities by a different technique.
1

Milling Tools
16
T290 ELN -05 HP E90AN
T490 ELN -08
T490 E90LN -08 H490 E90AX -09 HM90 E90A T290 ELN -10
ap 5 7.7 8 8 10 10
Tool D Number of Teeth (Effective)
8 1
10 2 1 1
12 2; 3 2 1
14 3 1
16 4; 5 3; 4 2 2 2
17 2
18 2
20 4; 5 2; 3 3 2; 3 2; 3
21 3
22 3
25 5; 7 3; 4 4 2; 3; 4 3; 4
28 4
30 4
32 6; 8 3; 5 5 3; 4; 5 4; 5
40 8; 10 4; 6 3; 5; 6 6
50 7
Inserts T290 LNMT 05 HP ANKT T490 LN..T 08 H490 ANKX 09
HM90 AP…10
AP…10 T290 LNMT 10
Table 3 Quick Selector for 90˚ Indexable Endmills
Table 3 Quick Selector for 90˚ Indexable Endmills (cont.)
H490 E90AX -12 T490 ELN -13 HM90 E90AD T490 ELN -16 H490 E90AX -17
ap 12 12.5 14.3 16 16
Tool D Number of Teeth (Effective)
8
10
12
14
16
17
18
20 1
21
22
25 2 2
28
30
32 3 3 2; 3 2 2
40 4 3; 4 2; 3; 4 3 3
50 5 4; 5 5 4 4
Inserts H490 AN..X 12 T490 LN..T 13
HM90 AD..15
AD..15 T490 LN..T 16 H490 AN..X 17

Milling Tools
Die and Mold
17
Table 4 Rampdown Angle for 90˚ Indexable Endmills
Table 4 Rampdown Angle for 90˚ Indexable Endmills (cont.)
*
Lower values for tools with long overall length
**
Valid only when H490 ANKX 1706R15T-FF is used.
T290 ELN -05 HP E90AN
T490 ELN -08
T490 E90LN -08 H490 E90AX -09 HM90 E90A T290 ELN -10
ap 5 7.7 8 8 10 10
Tool D Rampdown angle, ˚
8 2.5
10 2.3 2.5 5
12 2 2.7 32
14 1.5 Ramp Ramp 7
16 1 3.2 15
17 down down 15/4.5*
18 7.5
20 2.4 prohibited prohibited 7.5 4
21 7.5/2.8*
22 7.5
25 2 5 2.2
28 2
30 2
32 1.4 3 1.6
40 1 2.7 1.2
50 2.7
Inserts T290 LNMT 05 HP ANKT T490 LN..T 08 H490 ANKX 09
HM90 AP…10
AP…10 T290 LNMT 10
H490 E90AX -12 T490 ELN -13 HM90 E90AD T490 ELN -16 H490 E90AX -17
ap 12 12.5 14.3 16 16
Tool D Rampdown angle, ˚
8
10
12
14 Ramp Ramp Ramp
16
17 down down down
18
20 prohibited prohibited 3 prohibited
21
22
25 11.5
28
30
32 5. 3 6.5**
40 4 4.4**
50 5 3.8**
Inserts H490 AN..X 12 T490 LN..T 13
HM90 AD..15
AD..15 T490 LN..T 16 H490 AN..X 17

Milling Tools
18
General Characteristics of the Latest ISCAR Lines of
Indexable Tools for 90˚ Milling
No mismatch
In machining square shoulders by indexable milling tools, the shoulder height can be more than
a tool depth of cut (D.O.C.) that is determined by the length of cutting edge of an insert clamped in
the tool. In this case the shoulder machining needs two or more continuous passes. Ensuring true
90˚ shoulder profile without a detectible border, steps, marks or burrs between the passes –
no mismatch – is an essential feature of modern precise indexable milling tools intended for milling
square shoulders.
Use of such tools substantially improves productivity by eliminating additional finish cuts and ensures
the high-accuracy profile with good surface finish. Perpendicularity of the shoulder wall to its base of
no more than 0.02 mm is today a normal requirement to the “no mismatch” milling tools.
HELITANG T490 is a family of milling tools that uses tangentially clamped inserts with four right-
hand helical cutting edges. The T490 inserts are available in 8, 12.5 and 16 mm long cutting
edges. The smallest tool diameter is 16 mm, with 2 teeth. The line offers the tools in different
configuration: end and face mills, replaceable milling heads for ISCAR MULTI-MASTER and
FLEXFIT systems; and the tools are available with coarse or fine pitch. Most of the tools are
provided with holes for internal coolant supply. The tools are intended for milling square shoulders
at high rates, with no mismatch and they are capable of plunging as well.
The family features high durability and outstanding tool life, due to the tangentially oriented pocket,
the most advanced insert production technology and excellent grade combination.
It is interesting to note that none of ISCAR competitors can offer such a small tangential insert as
the T490 LN.. 0804PN-R with four cutting edges.
HELIDO H490, a family of tools for 90˚ milling, is an evolution of the original ISCAR HELIMILL line.
The H490 AN.. X laydown (radial) insert has 4 right-hand cutting edges. There are 3 standard sizes
of the insert with cutting edge lengths 8, 12 and 16 mm.
Insert construction is very thick and strong. It is clamped into a dovetail inclined pocket, which
provides a very rigid clamping, and has a wiper that leaves an excellent surface finish. Due to its
strong construction, unique chip deflector with positive rake angles and good grade combinations,
the family stands out high durability, low cutting forces and long tool life. The tools, which are
produced with coolant holes, can machine 90˚ shoulders with no mismatch, plunge with large
stepover and can perform milling slots and faces.
This family combines the most advantageous features of both the HELIMILL – helical cutting edge
and positive rake angles; and the MILL2000 – strong construction, most suited for heavy milling
applications.
3P ISCAR Premium Productivity Products
Since 2007 this symbol started coming into view on packages of various ISCAR products and on
pages of leaflets. The symbol stands for new tools, inserts and toolholders, which are
manufactured in accordance with the advanced designed principles and the latest technology,
and allow to the customer substantial productivity increase.
In addition to the progressive cutting geometry, the key features of the 3P cutting inserts are the new
SUMO TEC carbide grades with their special post-coating treatment.

Milling Tools
Die and Mold
19
SUMOMILL T290 is a family of milling tools with coolant holes that uses tangentially clamped
inserts with two cutting edges. The T290 inserts are available in 5 and 10 mm long cutting
edges. The inserts are the next evolution of the most popular HELIMILL inserts. As a result of
their tangential orientation in the pocket, the inserts allow tool design with larger core diameter,
providing a much stronger tool construction, which sustains a higher impact load and reduces the
risk of fracture to a minimum. When compared to the current HELIMILL and HELIPLUS tools of
similar sizes, the tools of the line feature high long-term strength and remarkable tool life, due to
the tangential orientation of the inserts in the pockets and higher tooth density.
The tools runs at higher feed speeds (table feeds), producing excellent surface finish and no
mismatch; and are suitable for plunging and rampdown applications. Their increased radial and
axial rake angles lead to a major reduction in cutting forces, improve tool stability and prolong life of
the cutting edge.
The T290 unique convex shaped insert enabled the development of small diameter cutting tools of
even 8 mm diameter.
Tangential or radial?
The question: what is more effective – tangential or radial clamping, often can lead the
user to hesitate when selecting the right cutting tool when there are both milling cutters with
laydown (radial) inserts and with inserts clamped tangentially. As in many practical cases,
the question has no strictly unambiguous answer. The academic studies of the question are
beyond the scope of the guide. Therefore, a brief review of advantages and disadvantages of each
clamping principle can be useful for the right choice. In general, the tangential configuration allows
increasing feed per tooth because the tangential component of a cutting force acts against an
insert with more rational orientation of its cross-section.
The well-designed tangential insert contributes to optimal loading of a clamping screw while
the resultant cutting force is transmitted directly to the cutter body. The tangential clamping
enables cutter design with larger core diameter than tools with radial inserts. It is much easier
to provide an indexable double-sided insert with helical cutting edges if a tangential configuration
is applied. And finally, the tangential clamping configuration also offers a higher insert density.
Typically, the milling cutters with tangentially clamped inserts run at high feed rates especially
when machining cast iron.
However, relative to milling tools with the laydown (radial) inserts, the cutters with the tangential
clamping normally have lesser ramping abilities, and their resources for shaping rake face and high
positive axial rake, which can significantly reduce cutting forces, are limited. Greater chip gullets in
case of the radial inserts go a long way towards better chip evacuation when milling materials such
as steel with high metal removal rate, particularly in machining deep cavities.
The latest ISCAR design provides the customers with the milling tools with tangential and radial
inserts for which in many cases the disadvantages related to tangential and radial clamping
correspondingly were overcome. For example, the H490 line with double-sided radial H490 AN…X
inserts, real workhorses, are intended for heavy milling operations with high feed per tooth;
and T290 line that is based on tangential T290 LN…T inserts is notable by excellent rampdown
performance. In either event the question of using the cutters with tangentially or radially clamping
inserts should be solved specifically. The ISCAR application specialists will be glad to advise
you the best choice.

Milling Tools
20
How to Start: Cutting Data
General Principles
Cutting speed Vc and feed per tooth fz, the first key parameters in milling, depend on
different factors.
Before everything else, a carbide grade. The harder grade has higher wear resistance and enables
higher cutting speed. The tougher grade with its better impact strength is intended for the
lesser speed, but allows greater feed per tooth.
Machinability of engineering materials is different, and even the same material can be substantially
different by its machinability (for example, milling a tool steel in different conditions: annealed,
pre-hardened and hardened). Therefore, a specific force needed for removal of a unit of a chip
section, and load acting on an insert differ too. It is evident; the machinability factor should be
taken into consideration.
Insert geometry is also important. A sharp cutting edge, which is brittle and can not stand up
against a serious load, sets the upper limit to the feed. The T-land, a negative land protecting
the cutting edge, conversely, binds the feed below because too small a feed causes in this case,
considerably increased cutting force.
Another factor - the milling tool body. A durable design of the body and a reliable method of
securing the insert ensure machining under high cutting data.
Further, the application. What is the aim of tool use? In rough milling, when a relatively large
volume of material is removed, the feed is high and the cutting speed is moderate. At the same
time, finish milling operations performing with small allowances demands maximal speeds and
small to medium feeds for high machining accuracy and good surface finish. Different limitations
such as large overhang (in milling deep cavities, for example), improper clamping, workpiece with
a thin wall and others lead to decreasing the speed, the feed or even both.
Lastly, the machine tool and toolholding. Poor machine conditions and not rigid toolholders create
an additional barrier for increased cutting data.
The mentioned arguments are very general; and no doubt everyone who is involved in metal cutting
is familiar with them. They are a good illustration of complex dependence or the cutting data on
different attributes. How to go from the generalities to the particulars and specify the
starting cutting data?
We can take into account the application factor and the machine tool conditions by introducing
operation estimation: light, medium and heavy. Then we can prepare the tables with the
recommended cutting speed and feed for every milling line and thus provide the user with the
cutting data. It is a correct approach; and the cutting data recommendations in full application
guides, tool advice software and specific guidelines use it in full.
In the U.S.A., instead of the term “feed per tooth” (“fpt”), “chip load” is often used; “advance per
revolution” means “feed per revolution” (“fpr” or “feed”) and “advance per minute” or “feed rate”
– “feed speed” (“feed per minute”, “fpm”, or “table feed”).

Milling Tools
Die and Mold
21
Starting Feed
Table 5 contains data for estimating starting feed per tooth. Smaller values more suitable for
finish operations and greater feeds usually characterize rough milling. In case of high tool overhang
and unstable technological system (poor clamping, cutting thin wall workpieces and so on),
the feed should be reduced by 20-30%.
Starting Speed
Vc = Vo x Ks x Kt (1)
Where: Vc – starting cutting speed
Vo – basic cutting speed
Ks – stability factor
Kt – tool life factor
a) Basic cutting speed Vo
Table 9 determines the basic cutting speed depending on carbide grade, workpiece
material and type of machining. The basic cutting speed relates to a 20 minute tool-life period.
In order to define what is known as light duty, moderate duty and heavy duty machining
more rigorous, we introduce the following two-step procedure.
Tooth Loading
In shoulder milling, tooth loading is a function of the ratios:
• Cutting depth h to a length of cutting edge a
p
• Width of cut b to the nominal diameter of a milling tool D
The tooth loading reflects a fraction of the cutting edge involved in cutting and a cycling path
of the tooth in the workpiece material from the tooth entering to the tooth exit.
While remaining in the material too long, the tooth experiences more intensive heat loads that
affect the tool life.
The diagram shown in Fig. 1 allows defining the tooth load, but for a quick rough
estimate, Table 6 may be enough.
Type of Machining
The tooth load in combination with the feed per tooth defines the type of machining (Table 7).
The feed interval from fz min to fz max relate to a field of the estimated starting feeds as above.
Do not take literally “minimum”, “maximum” and “moderate” feeds: the feeds
closed to the lower border of the field relate to fz min, the average values – to fz moderate,
and the feeds closed to the upper border – to fz max.

Milling Tools
22
ISO Class
DIN/ISO 513
Workpiece material Starting feed fz, mm/tooth, for grades
Type
Mat.
Group*
σ
T
N/
mm
2
Hard-
ness,
HB
IC808 IC5100 IC810 DT7150 IC830 IC330
P
Plain carbon
steel
1-4 <850 <250 0.1-0.25 0.1-0.25 0.1-0.25 0.1-0.35 0.1-0.4
5
>850
<1000
>250
<300
0.1-0.25 0.1-0.25 0.1-0.25 0.1-0.3 0.1-0.4
Alloy steel
and
tool steel
6, 7 <1000 <300 0.1-0.25 0.1-0.2 0.1-0.25 0.1-0.3 0.1-0.4
8, 9
>1000
<1200
>300
<350
0.1-0.2 0.1-0.18 0.1-0.2 0.1-0.25 0.1-0.3
10 <850 <250 0.08-0.18 0.08-0.15 0.08-0.18 0.1-0.25 0.1-0.25
11
>1100
<1450
>325 0.08-0.15 0.08-0.12 0.08-0.15 0.08-0.2 0.08-0.25
M
Martensitic
s.s.
12, 13 <850 <250 0.08-0.12 0.08-0.15 0.08-0.2
K
Grey cast iron 15-16 <1000 <300 0.2-0.35 0.2-0.4 0.2-0.4 0.2-0.3
Nodular cast
iron
17-18 <1000 <300 0.2-0.35 0.2-0.4 0.2-0.4 0.2-0.3
H
Hardened
steel
38.1
>1480
<1700
HRC
45-49
0.07-0.12 0.07-0.1
38.2
>1700
<2000
HRC
50-55
0.06-0.09
39
>2000
<2500
HRC
56-63
0.05-0.08
Table 5 Estimated Starting Feed fz
*
ISCAR material group in accordance with VDI 3323 standard
- First choice for grades
For T290 milling tools the table values should be reduced by 30%.
For the face mills with inserts HP ANKX…07 and T490 LN..T…08 the table values should be reduced by 20%.
For milling hardened steel, see the appropriate chapter for further discussion.
Harder
Tougher
h
a
p
3
4
3
4
1
2
1
2
1
4
1
4
1
1
b
D
Heavy
Moderate
Light
h
a
p
3
4
1
2
1
4
1
4
1
1
Heavy
Moderate
Light
1
2
3
4
b
D
b
h
a
p
D
Fig. 1. Tooth load areas

Milling Tools
Die and Mold
23
b/D
h/ap
1/4 1/2 3/4 1
1/4 light moderate moderate moderate
1/2 moderate moderate moderate heavy
3/4 moderate heavy heavy heavy
1 moderate heavy heavy heavy
Table 6 Tooth Load
Tooth loading
Type of Machining for Feed per Tooth fz
fz min fz moderate fz max
Light tooth loading Light-duty (L) Light-duty (L) Medium-duty (M)
Moderate tooth loading Light-duty (L) Medium-duty (M) Heavy-duty (H)
Heavy tooth loading Medium-duty (M) Heavy-duty (H) Heavy-duty (H)
Table 7 Type of Machining
b) Stability Factor Ks
The factor is defined by the below estimate of milling operation stability:
• for normal stability Ks = 1,
• for unstable operations (high overhang, poor clamping, milling thin walls, etc.)
Ks = 0.7
c) Tool Life Factor Kt
The factor that relies on the relationship cutting speed-tool life is shown in Table 8
Table 8 Tool life factor Kt
Tool life, min. 10 20 40 60
Kt 1.15 1 0.85 0.8
Example
The workpiece from AISI P20 steel with hardness HRC 32 is machined by ISCAR indexable endmill
cutter H490 E90AX D25-4-C25-09. The cutter carries inserts H490 ANKX 090408PNTR IC830.
The application – rough to semi-finish milling of a square shoulder with 4 mm depth and 16 mm
width. The workpiece is properly clamped; and the stiffness of the whole technological system
(machine tool + fixture) is estimated as sufficient.
The machined material relates to the ninth material group (No.9).
In accordance with Table 5 starting feed fz =0.2 mm/tooth (the value that is close to
the upper border).
The length of the cutting edge for the insert above is 8 mm (from the catalog or Table 3).
Hence, h/ap=4/8=0.5 and b/D=16/25≈0.6.
From Table 6 the tooth load is moderate; and from Table 7 the type of machining takes "medium-
duty" definition. Ks is accepted as 1 (paragraph b).
Therefore, as per Table 9 starting cutting speed for 20 min. tool life Vc=135 m/min.
For 60 minute tool life, tool life factor Kt=0.8 (Table 8); and the starting cutting speed in this case
will be 108 m/min.

Milling Tools
24
Table 9 Basic Speed Vo for Selected Grades in Relation to Type of Machining*
ISO Class
DIN/ISO 513
Workpiece Material Basic speed Vo, m/min, for grades and type of machining
Type
Material
group**
σ
T
, N/
mm
2
Hardness
HB
IC808 IC5100 IC810 DT7150 IC830 IC330
L M H L M H L M H L M H L M H L M H
P
Plain
carbon
steel
1 <850 <250 300 240 220 260 230 200 200 170 150 185 160 135
2-4 <850 <250 280 220 200 240 200 180 180 150 135 170 140 125
5 >850 <1000 >250 <300 240 200 180 215 190 170 150 135 120 135 120 115
Alloy steel
and
tool steel
6, 7 <1000 <300 230 200 170 200 180 160 170 140 125 150 135 120
8, 9 >1000 <1200 >300 <350 215 185 165 180 150 125 150 135 120 140 125 115
10 <850 <250 210 190 170 165 135 110 140 125 115 130 120 110
11 >1100 <1450 >325 165 135 115 150 125 105 135 120 115 125 110 100
M
Martensitic s.s. 12, 13 <850 <250 200 170 140 170 140 125 150 130 120
K
Grey cast iron 15-16 <1000 <300 260 220 200 300 250 220 300 250 220 300 250 220 260 220 190
Nodular cast iron 17-18 <1000 <300 240 200 180 250 220 200 250 220 200 250 220 200 200 185 160
H
Hardened steel***
38.1 >1480 <1700 HRC 45-49 120 100 80 100 80 70
38.2 >1700 <2000 HRC 50-55 75 55
39 >2000 <2500 HRC 56-63 65 45
*
For 20 min. tool life.
**
ISCAR material group in accordance with VDI 3323 standard
***
Milling hardened steel see under the appropriate chapter for further discussion.
- First choice for grades

Milling Tools
Die and Mold
25
Solid Carbide Endmills
ISCAR offers the die and mold makers a rich line of solid carbide endmills with 90˚ lead angle for
machining square shoulders. These tools with nominal diameters from 0.4 mm to 25 mm and
varied in form are intended for machining all types of materials used in the die and mold industry
such as tool and alloy steels, martensitic stainless steel, cast iron, etc. The tools differ in cutting
geometry, helix angle, number of flutes and length series (short to extra long) and perform all kinds
of milling: rough, semi-finish and finish operations.
ISCAR catalogs and leaflets contain detailed guidelines for using the solid carbide endmills in
shoulder milling. In general, recommended practice says that if the endmills with two flutes, which
have largest chip gullet characteristics, are intended mostly for rough shoulder machining, milling
slots and plunging; the multi-flute mills are usually used in finish applications with high requirements
of accuracy and surface quality.
Commonly, a tool choice and a cutting data depend on application requirements and workpiece
material. However, when speaking about feed limitations, it should be emphasized that the main
factors are not only tooth strength and tool rigidity, but also the ability of chip handling that is
defined by a chip gullet (a form of flute and its depth). Hence, due to the mentioned factors the
feed is limited by the nominal diameter and the number of flutes of a solid carbide endmill.
Endless cutting tool manufacturers from small shops to world-known companies produce solid
carbide endmills of the same sizes that often seem like copies of each other. However, in spite of
a formal resemblance, occasionally simply amazing, there is a great difference in performance and
tool life of the mills. The reason lies in carbide grades, grinding technology and of course, unique
features of cutting geometry.
Dry or wet
Dry machining (or using air as a coolant) is preferable for solid carbide endmills. In machining steels
and hard steels (ISO classes P and H correspondingly) by mills of IC900 and IC903 carbide grades,
a wet coolant is not recommended. If, however, an application requires wet cooling
(machining austenitic stainless steel, for instance), grade IC300 should be a first choice.
There are several carbide grades for ISCAR solid endmills.
The majority of the solid mills is produced from IC900 – a tough submicron substrate with PVD
TiAlN coating, which has wide-spectrum rough to finish applications at medium to high cutting
speeds in milling carbon, alloy, tool and stainless steel. Also, the grade is suitable for milling
hardened steel with hardness to HRC 55.
IC903 with an ultra-fine grain substrate with 12% cobalt content and PVD TiAlN coating can be
recommended for milling hardened steel, especially if its hardness is HRC 56-63 and even more.
The grade should not be used for heavy-duty machining.
IC300 is a tough submicron TiCN PVD coated grade that is suitable for machining steel
and stainless steel workpieces, specifically under unfavorable conditions, at low to medium
cutting speeds.
Uncoated fine-grain grade IC08 is aimed mainly at milling nonferrous materials.

Milling Tools
26
Table 10 Grade Selector for Solid Carbide Mills
- First choice
- Optional
ISO class IC900 IC903 IC300
P
:
M
K
H
Up to HRC 55
Above HRC 55
Within the rich and diversified family of ISCAR solid carbide square endmills (with 90˚ lead angle),
the following three lines have exceptional geometry.
The FINISHRED endmills feature 4 flutes with a 45˚ helix, two serrated teeth and two continuous
teeth, combine two geometries: rough (serrated teeth with chip splitting effect) and finish
(continuous teeth) and therefore sometimes are called “Two in One”. They enable running at rough
machining parameters, resulting in semi-finish or even finish surface quality. Such a single tool
(“One”) can replace the rough and finish endmills (“Two”), dramatically reducing cycle time and
power consumption, and increasing productivity. The unique tool design reduces vibrations at
heavy-duty applications; and the chip mixture from long and split short chips is evacuated more
easily, which is a good solution for machining cavities of dies and molds.
The CHATTERFREE endmills have 4 or 5 flutes and unequal tooth spacing. Due to the uneven
arrangement of the teeth these tools feature excellent dampening ability. They provide an effective
solution for low power machine tools with ISO40 or BT40 adaptations, which are popular in small
works involved in die and mold making. The mills are able machine full slots with 2xD depth.
The FINISHRED VARIABLE PITCH combines all the remarkable features of the two lines above.
Combining the lines together delivers a powerful hybrid solid carbide mill with extraordinary
performance. The user gets a “Three in One” rather than just a “Two in One” version of the
FINISHRED.
Regrinding solid carbide endmills
The progress in technology of grinding machine tools led to impressive achievements in regrinding
(resharpening) solid carbide endmills, allowing accurate restoration of cutting geometries of worn-out
tools. Reground mills still have shorter tool life due uncoated areas or problematic recoating.
However, the main reason of the efficiency losses is a reduction of a tool diameter as a result of
regrinding the tool relief surfaces. Regrinding the relief surfaces causes decreasing rake angles
and flute depth. Therefore, the tool cuts harder; its chip handling properties become worse.
On average, every 1% decrease of the tool diameter results in a decline of the tool performance
by 2%-3%, and from the definite reduction value the tool performance drops dramatically.
In order to avoid negative sides of regrinding it is very important to follow ISCAR’s instructions
regarding this operation.

Milling Tools
Die and Mold
27
Table 11 Maximal Depth of Slot Ap max, mm, for S.C. Mills of Standard Line
D, mm to 4 4-5 6-8 10-25
Ap max 0.3 D 0.4 D 0.4 D / D* 0.5 D / D*
*
with fz reduced by 50%
Table 12 Maximal Depth of Slot Ap max, mm, for FINISHRED Mills
D, mm to 4 4-5 6-8 10-25
Ap max 0.4 D 0.6 D 0.7 D / 1.2 D* 0.9 D / 1.5 D*
*
with fz reduced by 30%
Table 13 Maximal Depth of Slot Ap max, mm, for CHATTERFREE and
FINISHRED Variable Pitch Mills
D, mm to 4 4-5 6-8 10-25
Ap max 0.9 D D 1.2 D 2 D*
*
for D≥16 mm fz should be reduced by 20%
Cutting Data
Maximal Depth for Milling Full Slot
In full slot milling, the maximal depth depends not only on strength and stiffness of a mill but on
chip handling properties. In many cases milling deep slots demands considerable reduction of
feed per tooth in order to ensure proper chip evacuation. Using FINISHRED and FINISHRED
VARIABLE PITCH can substantially improve the mentioned difficulty.
The maximal depth should not exceed the values shown in Tables 11 to 13. The values relate to
slot milling in steel; and they should be doubled for workpieces from cast iron.

Milling Tools
28
Milling Square Shoulder: Dimensional Limitations
In rough to finish shoulder milling, depth of cut ap and width of cut ae can be estimated
in accordance with Table 14.
Starting Feeds and Speeds
The following tables specify estimated values for feed per tooth and cutting speeds referring to
FINISHRED, CHATTERFREE and FINISHRED Variable Pitch endmills.
The tables relate to rough and semi-finish milling. The recommendations regarding finish operations
are discussed on the next pages separately.
In case of unfavorable conditions (poor clamping, milling thin walls, high overhang), the table values
should be reduced by 20-30%.
ae
ap max
D ≤ 16 mm D > 16 mm
< 0.3 D 2 D 1.8 D
( 0.3…0.5) D 2 D 1.8 D
0.5 D < ae < 0.75 D 1.25 D 0.8 D
≥ 0.75 D Ap max*
Table 14 Shoulder Milling: Shoulder Size
- Recommended operational mode
*
Ap max as it specified in Tables 11-13
*
ISCAR material group in accordance with VDI 3323 standard
**
HRC 45-49
ISO Class
DIN/ISO 513
D, mm
Mat. Group* 1 2 3 4 5 6 8 10 12 16 20 25
P
1-4 0.008 0.020 0.030 0.040 0.055 0.065 0.080 0.085 0.092 0.138 0.145 0.155
5 0.008 0.020 0.028 0.038 0.055 0.065 0.077 0.082 0.090 0.130 0.137 0.148
6, 7 0.008 0.020 0.028 0.038 0.055 0.065 0.077 0.082 0.090 0.130 0.137 0.142
8, 9 0.008 0.019 0.028 0.038 0.050 0.060 0.072 0.077 0.085 0.130 0.137 0.142
10 0.008 0.017 0.025 0.036 0.048 0.058 0.070 0.072 0.082 0.125 0.130 0.137
11 0.008 0.012 0.022 0.032 0.045 0.055 0.065 0.065 0.077 0.110 0.120 0.132
M
12, 13 0.008 0.015 0.028 0.038 0.048 0.058 0.070 0.077 0.082 0.125 0.130 0.137
K
15-16 0.009 0.022 0.032 0.043 0.060 0.070 0.083 0.088 0.095 0.142 0.150 0.163
17-18 0.009 0.022 0.032 0.043 0.060 0.070 0.083 0.088 0.095 0.142 0.150 0.163
H
38.1** 0.022 0.028 0.032 0.038 0.040 0.045 0.055 0.060 0.065
38.2
39
Table 15 FINISHRED: Starting Feed fz, mm/tooth, for Mill Diameters D
Slot drills
Endmills that can cut straight down are also called “slot drills”. They have at least one center
cutting tooth, and their primary use is for milling key slots (“slot drilling”). Normally, the slot drills are
two-flute mills, but often they have three and sometimes even four flutes.

Milling Tools
Die and Mold
29
*
ISCAR material group in accordance with VDI 3323 standard
**
HRC 45-49
Table 16 CHATTERFREE and FINISHRED Variable Pitch
Starting Feed fz, mm/tooth, for Mill Diameters D
ISO Class
DIN/ISO 513
D, mm
Mat. Group* 3 4 5 6 8 10 12 16 20 25
P
1-4 0.022 0.032 0.045 0.055 0.058 0.060 0.065 0.078 0.088 0.110
5 0.022 0.032 0.040 0.050 0.055 0.058 0.060 0.065 0.077 0.100
6, 7 0.020 0.027 0.032 0.042 0.045 0.050 0.055 0.060 0.072 0.088
8, 9 0.019 0.027 0.032 0.036 0.038 0.042 0.050 0.055 0.065 0.075
10 0.016 0.022 0.027 0.030 0.032 0.038 0.045 0.050 0.060 0.067
11 0.012 0.016 0.022 0.027 0.030 0.035 0.038 0.045 0.055 0.060
M
12, 13 0.016 0.022 0.027 0.030 0.032 0.038 0.045 0.050 0.060 0.067
K
15-16 0.022 0.032 0.045 0.055 0.055 0.062 0.072 0.082 0.100 0.130
17-18 0.019 0.027 0.042 0.052 0.052 0.060 0.068 0.078 0.090 0.110
H
38.1** 0.016 0.020 0.022 0.025 0.027 0.032 0.035 0.045
38.2
39
*
ISCAR material group in accordance with VDI 3323 standard
**
HRC 45-49
Table 17 Starting Speed Vc, m/min (rough to semi-finish milling)
ISO Class
DIN/ISO 513
ISCAR
Mat. Group*
Slot
Milling
Shoulder
Milling
P
1 145 180
2-4 115 150
5 100 125
6 105 130
7-9 85 120
10 85 115
11 70 100
M 12, 13 80 110
K
15-16 130 160
17-18 125 150
H
38.1** 50 70
Ramp down milling and solid carbide endmills
We have already underlined that in die and mold making, where machining cavities and pockets are
so widely used, the ramp down ability is a very important feature of a milling tool. It stands to reason
that the slot drills have no limitations regarding a ramping angle, but the ramp down characteristics
of other endmills shall be thoroughly examined before planning and CNC programming the
corresponding milling operations (helical interpolation, for example) – refer to ISCAR catalogs
or product guidelines for appropriate data.

Milling Tools
30
*
ISCAR material group in accordance with VDI 3323 standard
**
HRC 45-49
Table 18 Starting Speed Vc, m/min (finish milling)
ISO Class
DIN/ISO 513
ISCAR
Mat. Group*
Vc,
m/min
P
1 280
2-4 200
5 170
6 190
7-9 170
10 165
11 120
M 12, 13 150
K
15-16 220
17-18 200
H
38.1 100
38.2 90
39 60

Milling Tools
Die and Mold
31
Finishing
Solid endmills as integral, monolith tools ensure high dimensional and form accuracy (tolerance
limits for a tool diameter, runout of teeth relative to the tool shank, etc.). Therefore, they fully meet
the requirements for finish milling (or finishing) of die and mold parts. The typical features of finishing
operations are high accuracy and surface quality of machined surface, and small allowances
(to 5% of a mill diameter and 0.1-0.2 mm for hardened steels). In finishing, the cutting speed is high
and the feed per tooth is low relative to rough and semi-finish operations. The tool strength allows
cutting with feeds greater than in Table 15 and 16, but due to insufficient surface finish it is
recommended to start cutting under the table values and then try to increase until the surface
roughness is enough.
Short or Extra-Long Reach?
Solid carbide endmills of the same type and nominal diameter vary in flute lengths and overall
lengths. The mills of short length ensure highest strength and rigidity whereas the extra long reach
mills are designed for deep cavities and high shoulders. As a rule, a series of standard endmills
comprise short, medium, long reach and extra long reach tools.
Example
It is required to mill a square shoulder of 3 mm width (ae) and 5 mm height (ap) in a mold block
from AISI/SAE 4340 steel with hardness HRC 34. The required roughness is Ra 2.5, the accuracy
requirements to straightness and flatness of the shoulder walls in accordance with ISO 2768-m
(medium). The available tool: solid carbide endmill EC-E4L 08-18/26W08CF63.
The machined material relates to the eighth material group (No.8).
The nominal diameter of the above mill is 8 mm (D), its cut length 18 mm (Ap).
The mill relates to the CHATTERFREE solid mill line.
The specified requirements to the milled surface are not high; ae/D = 3/8, ap<Ap, ap<2D (5<16);
hence the shoulder can be machined by one pass (Table 14).
From Table 16 starting feed fz =0.038 mm/tooth and from Table 17 starting cutting
speed Vc=120 m/min.
Feed per tooth or depth of cut?
In milling, metal removal rate, the litmus test of productivity, depends both on feed per tooth and
on depth of cut. The question: “What is more effective for effective productivity control – varying
the feed or the depth within the acceptable limits?” has no unambiguous answer.
But in general, under the same metal removal rate, increasing the feed coupled with reduced depth
of cut is more favorable than the opposite combination (the lesser feed with the deeper cut) because
it normally results in greater tool life.
By the way, high feed milling (HFM), one of the progressive rough milling techniques that are
also taken into consideration in this guide, rests in particular on this principle.
No. of flutes Strength Rigidity Chip
handling
Roughing Finishing Slot milling Plunge
milling
2 * * **** **** * **** ****
3 ** ** *** *** ** *** **
4 *** *** ** ** *** *
5 and more **** **** * ****
For more detailed information regarding 90˚ solid carbide endmills, refer to ISCAR catalogs,
guides and technical leaflets.
Table 19 General Characteristics of Solid Carbide Endmills

Milling Tools
32
MULTI-MASTER Endmill Heads
General Notes
MULTI-MASTER is a family of tools with shanks and interchangeable cutting heads for a variety of
machining applications: milling, countersinking, spot and center drilling, and slitting.
The MULTI-MASTER design approach bases upon a thread system of the unique profile,
centering by a short precise taper and a face contact. A MULTI-MASTER head has a cutting part
and a back connection with the external thread and the taper, which screws into a shank with the
corresponding internal thread and the taper until final securing when the back face of the head
cutting part will contact the face of the shank.
This principle of coupling ensures strength and rigid clamping of a wide range of the
interchangeable heads. The MULTI-MASTER tools meet the requirements of high accuracy
because the head geometry is finished by precise grinding and the connection guarantees high
concentricity within very close limits. In addition, the tools are simple-to-operate, because the
heads are quickly replaced by easy rotation of an applied key. Moreover, they answer to strict
requirements of repeatability, and thus, replacement of the heads does not require
additional adjustment.
The MULTI-MASTER family features a large variety of heads, shanks and extensions. The basic
concept is, when a shank can carry heads of different shapes and accuracy, this allows dramatic
increase of tool versatility and will diminish needs for special tools. A huge stock of tools is not
necessary. Resharpening of tools is no longer needed, because a worn-out cutting head is simply
replaced. The family renders a possibility of numerous tools by an unlimited combination of the
heads and the shanks and therefore, excellently answers the demands of die and mold making
and reduces procurement cost.
No setup time advantages
Repeatability of an assembled mechanical system with interchangeable elements means that a key
parameter of the system remains in agreed limits in case of replacing an interchangeable element of
the same type. For the standard MULTI-MASTER tools, repeatability in tool length is about 0.04 mm
for the milling heads of normal accuracy and about 0.02 mm for the precise milling heads.
That is why there is no need for additional adjustment in tool length after replacing a head; and the
head can be replaced when a shank remains clamped in a machine tool spindle without new
presetting. No setup time for replacement considerably cuts cycle time and is a good source
for increasing productivity.

Milling Tools
Die and Mold
33
90˚ Endmill Cutting Heads
There are two kinds of the relatively small-diameter (8-25 mm) MULTI-MASTER heads for square
shoulder milling.
The first, which is designated MM EC…, has exactly the same cutting geometry (number of flutes,
helix angle, etc.) as the solid carbide endmills.
The only difference is a smaller cutting length: normally, it does not exceed a head diameter.
It goes without saying that every type of solid carbide endmill has also been produced as
a MULTI-MASTER head.
Naturally, the cutting data for MM EC… heads is the same as for the 90˚ solid carbide endmills
considered in the previous pages.
The second, “economy” type, designated MM HC… features only two flutes and a lesser
helix angle. Being pressed and sintered to shape and size, the cutting geometry of the heads
of this type is merely finished by grinding. Due to the high-impact structure of a pressed tooth
the heads run at feeds per tooth that are significantly greater than in case of solid carbide
endmills or MM EC… heads, so despite only two teeth, the feed speed is the same as for
multi-flute mills or heads. The mentioned strength property allows even a slight increase
of cutting speed relative to the solid carbide tools/heads for the same tool life period.
This property makes MM HC… heads to be an attractive economical solution especially in
rough milling and slot drilling.
In milling slot or square shoulder with the use of MM HC… heads, the natural geometrical
limitation is cutting length Ap of a head. At any rate it is not recommended to exceed 0.8Ap
for depth of cut while milling shoulders with widths more than a half of the head diameter
or milling slots.
Tables 20 and 21 show data for estimated starting feeds and speeds for MM HC… heads.
Indexable solid carbide tools
The endmills that are assembled from the MULTI-MASTER heads and shanks open new doors to
saving money and improving productivity. MULTI-MASTER modular tools, which are neither solid
carbide nor indexable tools in a popular sense, lay in the intermediate field between them.
Having a replaceable solid carbide cutting part they relate to a new type of cutting tools: indexable
solid tools, unlikely as it may seem with the combination of the words “indexable” and “solid”.
ISO Class
DIN/ISO 513
fz,mm/tooth, for D, mm
Mat. Group* 8 10 12 16
P
1-4 0.11 0.13 0.13 0.15
5 0.1 0.12 0.13 0.13
6, 7 0.09 0.1 0.1 0.12
8, 9 0.08 0.09 0.1 0.12
10 0.07 0.08 0.09 0.1
11 0.06 0.07 0.08 0.09
M
12, 13 0.07 0.08 0.09 0.1
K
15-16 0.1 0.13 0.14 0.16
17-18 0.09 0.12 0.13 0.15
H
38.1** 0.04 0.05 0.06 0.06
Table 20 MM HC… Heads: Starting Feed fz, mm/tooth
*
ISCAR material group in accordance with VDI 3323 standard
**
HRC 45-49

Milling Tools
34
MULTI-MASTER shanks
The MULTI-MASTER shanks are produced from various materials:
steel (for general applications), tungsten carbide (has high stiffness) and heavy metal (an alloy with
great tungsten percentage with small alloying additions of other metals; the alloy features excellent
vibration damping properties but not recommended for heavy-duty applications due to its limited
impact fatigue strength).
The shanks differ in configuration: without neck and with straight or tapered neck.
The taper angle for standard shanks varies from 5˚ on side to 1˚. Of course, overall lengths and
neck lengths vary also.
Combining the above shank characteristics provides the die maker with the tool that is exactly
needed in his specific operation, whether it be roughing or finishing, machining deep cavities or
shoulders, milling under poor clamping or with high overhang.
Modularity converts the MULTI-MASTER tools into a powerful means for choosing the right tool.
Table 21 MM HC… Heads: Starting Speed Vc, m/min (rough to semi-finish milling)
*
ISCAR material group in accordance with VDI 3323 standard
**
HRC 45-49
ISO Class
DIN/ISO 513
ISCAR
Mat. Group*
Slot
Milling
Shoulder
Milling
P
1 160 190
2-4 125 160
5 110 135
6 115 140
7-9 95 130
10 95 125
11 80 110
M
12, 13 90 120
K
15-16 145 175
17-18 135 165
H
38.1** 55 75
In case of unfavorable conditions (poor clamping, milling thin walls, high overhang) the values in
Tables 20 and 21 should be reduced by 20-30%.
Generally, the MULTI-MASTER endmill heads are produced from grade IC908 that has tough
submicron substrate and PVD TiAlN coating. This universal grade is suitable for wide-range milling
applications, including interrupted cut and unfavorable conditions, with medium to high cutting
speeds; and feature excellent notch wear and built-up edge resistance.
Additionally, some heads intended for milling hardened steel are manufactured from grade IC903.
The previous section is devoted to solid carbide endmills and contains a brief description.
Example
Rough milling a square shoulder of 4 mm width (ae) and 6 mm height (ap) is need during machining
a bushing of a die set. The bushing material – steel AISI S1 with hardness HB 190. A planner
specified for milling a MULTI-MASTER tool comprising short steel shank MM S-A-L070-W20-T10
and economy head MM HC160C16R0.4-2T10 908. The bushing is properly clamped into the
clamping fixture of the machine tool.
The machined material relates to the sixth material group (No.6).
The nominal diameter of the above head is 16 mm (D), its cutting length 15 mm (Ap).
Under these tool dimensions and machining requirements one pass is enough for milling the
shoulder (ae/D = 6/16=3/8, ap<Ap); so the shoulder can be machined by one pass (p. 31).
From Table 20, starting feed fz =0.12 mm/tooth and from Table 21, starting cutting
speed Vc=140 m/min.

Milling Tools
Die and Mold
35
For more detail information regarding MULTI-MASTER endmill cutting heads, shanks and
extensions, refer to ISCAR catalogs, guides and technical leaflets.
90˚ Extended Flute Mill Cutters
Cutting blades of extended flute mill cutters consist of sets of indexable inserts. The inserts, which
are placed gradually and with mutual offset of one another, produce continuous helical cutting
blades and engage the material during machining and results in a smooth cut. As against an
ordinary indexable mill with length of cut that is limited by the cutting edge of the insert mounted on
the mill, the cutting length of the extended flute cutter is significantly larger – it is “extended”
due to the whole set of the insert. Correspondingly, a chip gullet of the ordinary mill transforms
in a full flute for proper chip handling.
For fully effective extended flute cutters the number of face teeth is equal to the number of flutes;
and for half effective cutters with staggered order of the inserts, the number of the face teeth is
twice as small as the flute number. Understandably, the fully effective cutters run twice as fast as
the half effective ones under the same cutting speed and feed per tooth.
The extended flute cutters can be with integral body or modular tools assembled from different
sections. In accordance to sizes and adaptation the cutters are produced with shanks or like shell
mills.
The extended flute cutters perform heavy roughing operations such as heavy-duty milling deep
slots, grooves and shoulders. They are used also as edging mill.
ISCAR offers the broad-range line of the fully effective extended flute mill cutters. Although this
type of the milling tools is not the most common in the die and mold making process, within the
scope of the reference guide we consider briefly the assignment of cutting data for the extended
flute cutters with the latest inserts. The detailed method of defining speeds and feeds in this case
demands taking into account different combinations of the main machining parameters, which can
adversely affect performance and tool life. Therefore, for initial estimation it is quite sufficient to use
the data of Tables 22-24 that relate to the extended flute cutters carrying the inserts of SUMO TEC
carbide grades.
ap in the tables is depth of cut, ae means width of cut correspondingly, and D – nominal cutter
diameter.
The speeds for milling full slot take values of milling shoulder with ap/D>0.5; and if in this case
ap/D>1.25, the values should be reduced by 20%.
Cutting porcupine
In the technical literature the extended flute mill cutters are called also long-edge, porcupine-type
or porcupine cutters and even, as it is sometimes called in shoptalk, “porkies”.

Milling Tools
36
ISO
Class
DIN/ISO
513
ISCAR
Material
Group*
fo, mm/tooth
T290 LNK… T490 LNK (LNM)… T490 SM… H490 SM…
12-16 20 20-32 40-50 40-50 63 63 80-100
P
1 0.13 0.14 0.16 0.2 0.2 0.22 0.22 0.25
2-4 0.11 0.12 0.14 0.17 0.17 0.18 0.18 0.19
5 0.09 0.1 0.12 0.15 0.15 0.16 0.16 0.17
6 0.09 0.1 0.12 0.15 0.15 0.16 0.16 0.17
7 0.09 0.1 0.12 0.15 0.15 0.16 0.16 0.17
8 0.09 0.1 0.12 0.15 0.15 0.16 0.16 0.17
9 0.08 0.09 0.1 0.12 0.12 0.13 0.13 0.14
10 0.08 0.09 0.1 0.12 0.12 0.13 0.13 0.14
11 0.06 0.07 0.08 0.1 0.1 0.1 0.1 0.12
M
12, 13 0.12 0.1 0.12 0.15 0.15 0.16 0.16 0.16
K
15-16 0.14 0.12 0.14 0.17 0.17 0.19 0.19 0.2
17-18 0.12 0.1 0.12 0.15 0.15 0.16 0.16 0.17
H
38.1** 0.05 0.06 0.07 0.08 0.08 0.09 0.09 0.1
ISO Class
DIN/ISO
513
ISCAR
Mat.
Group*
ae/D for grades
IC808 IC810 IC830 IC330
<0.3 0.3…0.5 >0.5 <0.3 0.3…0.5 >0.5 <0.3 0.3…0.5 >0.5 <0.3 0.3…0.5 >0.5
P
1 225 200 170 200 180 160 160 140 125 150 130 115
2-4 200 175 160 180 160 150 140 125 115 125 115 110
5 170 155 140 155 140 130 120 110 100 110 100 100
6 180 165 130 165 150 120 130 115 95 120 110 95
7 170 150 130 155 135 120 125 110 95 115 105 85
8 170 140 125 155 130 115 120 105 90 115 100 85
9 140 125 120 130 115 110 105 90 85 100 85 80
10 140 120 115 130 110 105 105 90 85 100 85 80
11 120 105 95 110 100 90 85 80 75 80 75 70
M
12, 13 125 110 100 110 100 90 110 100 90
K
15-16 175 160 135 200 170 150 170 150 130
17-18 165 140 125 170 150 135 160 135 120
H
38.1** 70
Table 22 Starting Speed Vc, m/min (average data for extended flute cutters)
Table 23 Basic Feed fo, mm/tooth, for Extended Flute Cutters
Table 24 Loading Factor KL for Extended Flute Cutters
– First choice for grades
*
ISCAR material group in accordance with VDI 3323 standard
**
HRC 45-49
*
ISCAR material group in accordance with VDI 3323 standard
** HRC 45-49
*
For T290 LNK… cutters ae/D shall not exceed 1/4
ap/D
ae/D
1/10 1/4* 1/2 3/4 1
1/20 1.2 1 0.9 0.8 0.75
1/4 1.2 1 0.9 0.8 0.7
1/2 1.2 1 0.8 0.7 0.65
3/4 1 0.8 0.7 0.6 0.55
1 0.9 0.7 0.6 0.55 0.5
>1.25 0.7 0.6 0.5 0.45 0.4

Milling Tools
Die and Mold
37
Starting feed per tooth fz for the extended flute cutters can be estimated in accordance with the
following equation:
fz = fo x kL (2)
Where: fo – basic feed (Table 23)
kL –loading factor (Table 24) that takes into consideration tool loading.
Example
Extended flute shell mill cutter H490 SM D100-64-5-40-17C carrying inserts H490 ANKX
170608PNTR IC830 performs rough milling of a deep shoulder of a large-size die structural
component made from AISI/SAE 4130 alloy steel, which has hardness HB 270. The shoulder
dimensions are as follows: 60 mm depth and 40 mm width.
The machine tool power is sufficient, the clamping conditions are good.
The machined material relates to the seventh material group (No.7).
The nominal diameter of the cutter is 100 mm (D), its maximal cutting length 61.5 mm (Ap) - the
catalog data. The inserts’ carbide grade – IC830.
ae/D = 40/100=0.4; ap/D = 60/100=0.6.
Hence, from Table 22, starting cutting speed Vc can be estimated as 110 m/min; and from Table
23, basic feed fo=0.17 mm/tooth. Table 24 specifies loading factor kL as 0.75 (approximation).
Thus the starting feed fz = 0.17x0.75≈0.13 mm/tooth.
Important Note
Heavy-duty rough milling with the extended flute cutters, especially of shell mill type, often
demands high machine power. Check power consumption and compare it with the main drive
specification of your machine tool!
Tangential or radial? (2)
Further to our discussion regarding tangential and radial (laydown) insert clamping in the context of
the extended flute cutters, it can be noted that under otherwise equal conditions the extended flute
cutters with radial clamping have certain advantages in chip handling and can show better results
while milling full deep slots. The cutters with tangential clamping, however, provide an advantage
when machining deep shoulders due to their more rigid body structure.
Of course, these remarks should not be considered as absolute guidelines for choosing a cutter
or as a final solution of the question of the header, but is a good illustration of a reason for different
principles of tool configurations.

Milling Tools
38
Milling Plane Surfaces
The first choice for milling plane surfaces is face mills. The face mills are intended for machining
surfaces that are parallel to the mill face. Obviously, the endmill examined in the previous section,
also belongs to such general definition. Moreover, the face mill and likewise the endmills machine
square shoulders. But the definition of mill types relates to main distinctive features and underlines
them in specification.
Due to main application the face mills have additional design features in comparison with the
endmills. The cutting diameter of a face mill is considerably larger than its maximal depth of cut; and
the ratio between the mentioned key dimensions far exceeds the corresponding ratio in endmills.
Generally, the face mills are designed as shell mills with a stepped bore for mounting directly upon
an adapter, an arbor or a machine tool spindle; and have a key slot on its non-cutting face for
torque transfer. The endmills, on the contrary, belong to shank-type tools for which mounting
and activation is performed by shank.
One of the main design characteristics of a milling tool is the position of the cutting edge of the tool
with respect to machine surfaces. The position defines the cutting edge angle (entering angle).
So as to meet various shape requirements of machined parts, cutting tool manufacturers produce
the face mills with different cutting edge angles. The most common types of the face mills have the
following cutting edge angles:
• 90˚ (0˚ lead angle correspondingly)
• 75˚ (15˚ lead)
• 60˚ (30˚ lead)
• 45˚ (45˚ lead)
Classically, if there is no limitation regarding the shape of machined surface, the face mill with the
smallest cutting edge angle is recommended. The point is that the maximal chip thickness,
which characterizes the mill loading, is equal to full feed per tooth for 90˚ mills and, for cutting
edge angles differing 90˚, to the product of the feed to sine of the cutting edge angle.
Therefore, the smaller angles allow higher feed per tooth under the same mill loading
(maximal chip thickness) – a good source for increasing productivity*. See tables 25, 26.
2
Table 25 Chip Thickness for the Same Feed per Tooth
Cutting edge angle 90˚ 75˚ 60˚ 45˚
Chip thickness 100% 97% 87% 71%
Table 26 Feed Increasing for the Same Chip Thickness
Cutting edge angle 90˚ 75˚ 60˚ 45˚
Feed per tooth 100% 103% 115% 141%
*
This approach resides in high-feed machining (HFM).

Milling Tools
Die and Mold
39
Cutting edge angle or approach angle?
There a well-defined strict specification for the angles’ defined cutting geometry of the milling tools.
However, national standard sometimes defines the same parameters in a different manner that
causes misunderstandings even in technical literature and between experienced metal cutting
specialists.
The angle between the plane of the main cutting plane (the plane that the edge machines) and the
machined plane surface (which the mill machined) is called the tool cutting edge angle or the
cutting edge angle.
Some technical sources call it also the entering angle, the cut-entering angle, the entry
angle or the entrance angle. Its value is often indicated before a general type or header of milling
tool families. For example: “90˚ milling tool” means that the mill has a 90˚ cutting edge angle.
In the U.S.A. and U.K., it is common practice to specify the angle that is complimentary to the cutting
edge angle: so-called the lead angle (USA) and the approach angle (UK) – the angle formed by the
main cutting edge and a line parallel to the axis of the cutter rotation.
Being the complimentary angles, the cutting edge angle and the lead angle produce together 90˚;
and they are equal only in case of 45˚ mills. For our example above the lead angle is 0˚ (“zero lead”).
As it is not always clear what angle is specified, please pay attention to prevent confusion.
In addition, the smaller cutting edge angles lead possibly render a smoother engagment into the
material and exit during milling operations. The radial component of a cutting force is reduced, and
the radial pressure, correspondingly, too. That is very important for materials that have a tendency
of break-out edges (cast iron, for instance). Heat dissipation is better; insert life is longer.
However, many applications demand 90˚ shoulder shapes. Decreasing the cutting edge angle
reduces the radial component of the cutting force but leads to increasing its axial component*,
which can cause deflected machined surfaces, especially if a workpiece has thin walls. Moreover,
other insert dimensions being more or less equal, 90˚ mills have greater maximal depth of cut – an
important feature of the mill.
It stands to reason that milling operations need a different type of mill; and only correctly
understanding operation requirements coupled with the main properties of the different mill types
will bring the proper choice of mill.
ISCAR has a rich line of face mills with various cutting edge angles for broad spectrum
applications. Among the latest 90˚ face mills are the tools of the HELITANG T490,
SUMOMILL T290 and HELIDO H490 families. The main features of these tools have already
been discussed in brief in the section of the endmills in this guide. As before, HELI2000 HM90
family with the classically designed 2 cutting edged insert is in great request.
The 45˚ face mills grew in the newest HELIDO S845 family with an innovative solution that enables
using either square or octagonal double-sided inserts on the same tool. The mills of the family offer
an effective solution of inserts with 8 or 16 cutting edges. If the square right-hand inserts feature
durable structure, positive geometry of the rake face and 8 cutting edges; the octagonal high-
strength inserts have 16 cutting edges, either right-hand or left-hand and are very economical per
edge inserts.
Summary tables 27 and 28 show main general data of some advanced ISCAR
90˚ and 45˚ face mills.
*
This approach resides in high-feed machining (HFM).

Milling Tools
40
HP
F90AN
T490
FLN -08
H490
E90AX -09
HM90
F90AP
H490
E90AX -12
T490
FLN -13
HM90
F90A
T290
FLN -15
T490
FLN -16
H490
E90AX -17
HP
F90AT -19
ap 7.7 8 8 10 12 12.5 14.3 15 16 16 16
Tool D Number of Teeth (Effective)
32 6; 8 3; 5 5 3; 5
40 8; 10 4; 6 6 5;6 4 4; 5 3; 4 4 3 3
50 9; 12 5; 7 7 6; 7 3; 5 5; 6 3; 5 5 3; 4 3; 4 3; 4
63 12; 16 6; 9 9 7; 9 4; 6 6; 8 4; 6 6 4; 6 4; 6 4; 5
80 8; 11 5; 7 7; 10 5; 7 7 5; 7 5; 7 4; 6
100 9; 13 6; 9 8; 13 6; 8 5; 8 5; 8 5; 7
125 10; 16 9;17 7; 9 7; 10 7; 10
160 8; 10 8; 12
200 9; 12 10
250 10 12
315 12
Inserts
HP
ANKT 07
T490
LN..T 08
H490
ANKX 09
HM90
AP…10
H490
AN..X 12
T490
LN..T 13
HM90
AD..15
T290
LN..T 15
T490
LN..T 16
H490
AN..X 17
HP90
AD.. 1906
Table 27 Quick Selector for Certain 90˚ Indexable Face Mills
Wiper insert
Normally, the ordinary inserts for face milling are provided today with a wiper flat for improving
quality of a machined plane surface. This is a small secondary cutting edge, which in spite of the
definition "flat", sometimes has a complex geometry but can be considered to be parallel to the
machined surface. For this, although the wiper flat improves the surface roughness, it is not
always enough, particularly for the face mills with a relatively large nominal diameter.
The situation becomes much better if in addition to the ordinary inserts, a face mill carries
a specially designed insert (or more rarely two for large-sized tools), for which the wiper flat is
significantly larger than for the ordinary one. This wiper insert is mounted in the same pocket but it
protrudes 0.05…0.07 mm relative to the ordinary inserts towards to the machined plane.
Due to the wide wiper flat the wiper insert applies additional force to the workpiece that needs
special emphasis for milling brittle materials.
Table 28 Quick Selector for HELIDO 45˚ Indexable Face Mills
SOF45 8/16 SOF45 8/16 S845 F45SX
ap 3.5 6 7.1
Tool D Number of Teeth (Effective)
40 4 4 4
50 4; 6 4; 6 4; 5
63 6; 8 6; 8 5; 7
80 7; 10 7; 10 6; 9
100 8; 12 8; 12 7; 11
125 10; 16 10; 16 8; 14
160 10; 18
200 12
250 15
315 19
Inserts ON…U 0505 S845 SN…U 1305 S845 SXMU

Milling Tools
Die and Mold
41
Pitch of milling tool
The pitch is the distance between two nearest-neighbor teeth of a milling tool measured between
the same points of the cutting edges of the teeth. The pitch shows density of tooth of a milling tool
in accordance to which the tools differ from the tools with coarse, fine and extra fine pitch.
Choosing the proper right tooth density depends on two main things. On the one hand, at least
one tooth should always cut material. On the other hand, the space of a chip gullet should be
enough for chip handling. Hence, the machined material and type of machining are the principal
factors for choosing. General-duty coarse pitch with maximum chip gullet space and a few teeth are
the first choice for rough and finish milling of steel. Also, in many cases the coarse pitch is a way
to reduce vibration.
Fine pitch, which provides less space for the chip gullet but more teeth, allows increased feed speed.
It is recommended for milling cast iron and for applications requiring limited feed per tooth.
Extra fine pitch generally is suitable for milling steel with shallow depth of cut, milling cast iron and
high-efficiency machining with considerable feed speed.
Sometimes, in order to overcome vibrations during operations, the teeth are produced with unequal
spacing, which is to say, the tool has differential pitch.
In technical literature parallel with the coarse-fine-extra fine pitch, grading also exists:
coarse-medium (or regular)-fine, normal-close-extra close and other definitions. In addition, tools
with extra-fine pitch can be called high-density cutters.
HP
F90AN
T490
FLN -08
H490
E90AX -09
HM90
F90AP
H490
E90AX -12
T490
FLN -13
HM90
F90A
T290
FLN -15
T490
FLN -16
H490
E90AX -17
HP
F90AT -19
ap 7.7 8 8 10 12 12.5 14.3 15 16 16 16
Tool D Number of Teeth (Effective)
32 6; 8 3; 5 5 3; 5
40 8; 10 4; 6 6 5;6 4 4; 5 3; 4 4 3 3
50 9; 12 5; 7 7 6; 7 3; 5 5; 6 3; 5 5 3; 4 3; 4 3; 4
63 12; 16 6; 9 9 7; 9 4; 6 6; 8 4; 6 6 4; 6 4; 6 4; 5
80 8; 11 5; 7 7; 10 5; 7 7 5; 7 5; 7 4; 6
100 9; 13 6; 9 8; 13 6; 8 5; 8 5; 8 5; 7
125 10; 16 9;17 7; 9 7; 10 7; 10
160 8; 10 8; 12
200 9; 12 10
250 10 12
315 12
Inserts
HP
ANKT 07
T490
LN..T 08
H490
ANKX 09
HM90
AP…10
H490
AN..X 12
T490
LN..T 13
HM90
AD..15
T290
LN..T 15
T490
LN..T 16
H490
AN..X 17
HP90
AD.. 1906
Table 28 Quick Selector for HELIDO 45˚ Indexable Face Mills (cont.)

Milling Tools
42
Cutting diameter and width of cut
Normally, peak efficiency in face milling can be achieved if a width of cut will be 60-80% of a mill
cutting diameter. Of course, the real situation often dictates other proportions even when milling
a full slot, but the above ratio is always preferable.
The meaning of the cutting diameter for the face milling tool with indexable inserts needs
clarification. In accordance with ISO standard 6462 it shall be taken from point P as defined in
Fig. 2 (diameter D). Point P is the theoretical point produced by intersection of the main cutting
edge and the plane machined by the mill. The cutting diameter is one of the main dimensions of
the mill, and it often is called the nominal diameter.
For 90˚ face mills the cutting diameter is consistent along the cutting edge and does not change for
different depths of cut (ap).
At the same time, if the cutting edge angle (
χ
r) differs from 90˚, the real cutting diameter will be
D+2×ap×tan
χ
r. One would think that the right calculation should take this point into consideration.
But the fact that in the face mills the maximal depth of cut of a tool far less cutting diameter D,
allows neglecting the above correction; and it is conventional to specify the cutting speed, the
spindle speed, etc. with respect to cutting diameter D as defined in ISO 6462.*
*
The guide also uses this specification.
ØD ØD
P P
Xr
Fig. 2. Cutting diameter D and cutting edge angle (in accordance with ISO 6462)

Milling Tools
Die and Mold
43
Initial Cutting Data
Basically, the way of defining the initial cutting data is the same as for the endmills with indexable
inserts, already examined.
a) Starting feed per tooth fz
fz = fz0 x kχ (3)
Where: fz0 – the basic starting feed
kχ – the factor of the cutting edge angle
The basic starting feed can be chosen in accordance with Table 5, that specifies the feed limits
for the more popular ISCAR carbide grades. Optionally, as the case may be, the satisfactory
estimation of the basic feed is achieved with the use of Table 29, which contains the average
values for the face mills.
The factor of the cutting edge angle kχ (Table 30) reflects possible increasing of feed for the same
chip thickness due to position of the main cutting edge relative to the machined plane surface
(compare with Table 26).
ISO Class
DIN/ISO
513
Workpiece material Basic feed fz
0, mm/tooth, for grades
Type Mat. Group* IC808 IC5100 IC810 DT7150 IC830 IC330
P
Plain carbon
steel
1-4 0.2 0.2 0.2 0.22 0.25
5 0.18 0.18 0.18 0.2 0.22
Alloy steel
and
tool steel
6, 7 0.15 0.15 0.18 0.2 0.22
8, 9 0.12 0.12 0.15 0.18 0.2
10 0.12 0.12 0.12 0.15 0.15
11 0.1 0.1 0.12 0.12 0.15
M
Martensitic s.s. 12, 13 0.1 0.12 0.15
K
Grey cast iron 15-16 0.22 0.25 0.25 0.22
Nodular cast iron 17-18 0.2 0.22 0.22 0.2
H
Hardened steel
38.1 0.08 0.08
38.2 0.07
39 0.05
Table 29 Basic Starting Feed fzo for Face Mills
*
ISCAR material group in accordance with VDI 3323 standard
– First choice for grades
For T290 face mills the table values should be reduced by 30%.
For the face mills with inserts HP ANKX…07 and T490 LN..T…08 the table values should be reduced by 20%.
For milling hardened steel, see the appropriate chapter for further discussion
Table 30 Factor of the Cutting Edge Angle kχ
Cutting edge angle 90˚ 75˚ 60˚ 45˚
kχ 1 1 1.1 1.4

Milling Tools
44
b) Starting cutting speed Vc
Exactly as for the indexable endmills, calculation of starting cutting speed Vc for the face mills
rests on equation (1):
Vc = Vo x Ks x Kt
Where: Vc – starting cutting speed
Vo – basic cutting speed
Ks – stability factor (1 if stability is enough and 0.7 for unstable operations)
Kt – tool life factor (Table 8)
Table 9 specifies basic cutting speed Vo as dictated by the workpiece material, the carbide
grade and the type of machining, whilst defining the latter can be done through Tables 6 and 7.
If desired, upon condition that the starting feed was calculated from equation (3) and Table 29,
the type of machining for a face mill more suitable for the operation (when the width of cut
is 60-80% of the mill diameter) or for milling a full slot (100% diameter engagement), can be
taken from Table 31.
Shoptalk: facing and shouldering
In the art of metal cutting, face milling is often called simply facing, slot milling – slotting, and
shoulder milling, correspondingly - shouldering.
h/ap
b/D
60% 70% 80% 100%**
1/8 Light-duty (L) Light-duty (L) Light-duty (L) Medium-duty (M)
1/4 Light-duty (L) Medium-duty (M) Medium-duty (M) Medium-duty (M)
1/2 Medium-duty (M) Medium-duty (M) Heavy-duty (H) Heavy-duty (H)
3/4 Heavy-duty (H) Heavy-duty (H) Heavy-duty (H) Heavy-duty (H)
Table 31 Type of Machining: Face Milling*
*
For starting feed fz in accordance with equation (3)
**
Milling full slot
Be aware: milling with a width of cut that is 60%-80% of a mill diameter ensures peak efficiency in face milling

Milling Tools
Die and Mold
45
Example
A face of a plate 90 mm × 406 mm from nodular cast iron DIN GGG 50
(ASTM 65-45-12) with hardness HB 180 is machined by face mill cutter SOF 8/16-D125-16-40R
that carries inserts ONMU 050505-TN IC810. The depth of cut is 3 mm.
Power of the machine tool main drive is sufficient; the plate is secure mounted in the clamping
device of the machine tool.
The machined material relates to the seventeenth material group (No.17).
The nominal diameter of the cutter is 125 mm (D), its maximal cutting length 3.5 mm (ap) - the
catalog data. The inserts’ carbide grade – IC810.
The cutting edge angle of the face mill cutter is 44˚ (it can be rounded off to 45˚).
h/ap = 3/3.5=0.86; b/D = 90/125=0.72.
So, basic starting feed fzo=0.22 mm/tooth (Table 29), factor of the cutting edge angle kχ=1.4
(Table 30) and starting feed fz = 0.22x1.4≈0.3 mm/tooth.
The type of machining is heavy-duty (Table 31), and starting cutting speed Vc= 200 m/min
(Table 9).
Example
Cutter H490 F90AX D063-6-27-17 with inserts H490 ANKX 170608PNTR IC330 performs face
milling of a large-scale block by several passes, for which the depth of cut is 6 mm and the width
of cut is 50 mm. The block material is carbon steel AISI/SAE 1030, HB 200…220. The operation
stability can be estimated as sufficient.
The machined material relates to the second material group (No. 2).
The nominal diameter of the cutter is 63 mm (D), its maximal cutting length 16 mm (ap) - the
catalog data. The inserts’ carbide grade – IC330.
The cutting edge angle of the face mill cutter is 90˚.
h/ap = 6/16=0.38; b/D = 50/63=0.8.
Then basic starting feed fzo=0.2 mm/tooth (Table 29), factor of the cutting edge angle kχ=1
(Table 30) and starting feed fz = 0.2 mm/tooth.
The type of machining according to Table 31 lays between medium- to heavy-duty, for which
Table 9 recommends the starting speeds 140 and 125 m/min correspondingly. As it stands we can
accept a more or less average value between these limits as the starting cutting speed,
thus Vc = 130 m/min.
Clamping screws with adjustable protrusion nozzle for shell-type face m ills
Most conventionally designed shell-type face mills are equipped with coolant holes for the
spindle-through coolant supply. The holes are usually located in the chip gullets and are directed
towards the cutting edges. This design ensures coolant supply at the cutting zone, but in many
cases does not facilitate chip evacuation, as the coolant flow tends to push the chips back towards
the inserts.
Several cutting tool manufacturers produce clamping screws with internal ports.
The screws secure the face mills on the adapter and ensure flow through the axis of a tool to its
periphery and thus facilitate improved chip evacuation. However, as shell mills have central
countersink with different depths, effective application of such screws is limited.
The ISCAR clamping screws with movable nozzle eliminate the above disadvantage.
The protrusion of the nozzle of the screw can be easily adjusted according to countersink depth,
insert size or any other application requirements. The nozzle screw position can be secured by
a locking-nut.
The adjustable protrusion nozzle effectively directs the coolant supply to the cutting zone,
thus improving chip evacuation substantially.

Milling Tools
46
Milling Contoured Surfaces (profiling)
The outstanding characteristics of the die and mold industry show through a large proportion of
contoured surfaces, especially in the production of plastic molds and die-casting dies.
Therefore, while speaking about the specific tools for die and mold, one often means the tools,
and first of all milling cutters, for machining the very same contoured surfaces. These kinds of
tools represent the majority of metal cutting tools required by die and mold makers.
Contoured surfaces
In the technical literature the contoured surfaces are also called formed surfaces, profiled
surfaces, 3-D shaped surfaces, and etc.
3.1. Milling tools with toroidal cutting profile
A milling tool with toroidal cutting profile being rotated around the tool axis produces
a torus – a geometrical form, which is generated by revolving a circle about an axis that does not
touch the circle and is coplanar with it – a ring-shaped bagel (Fig. 3).
Structurally, this profile is realized in the following designs:
• Milling tools with indexable round inserts
• Solid carbide toroidal milling tools
• Interchangeable solid carbide toroidal milling heads
The solid carbide tools and heads are more suitable for small nominal diameters.
Due to some limitations they often look like a bull-nose or back-draft mills (Fig. 4)
3
Fig. 3.
Fig. 4.
r
α°

Milling Tools
Die and Mold
47
Fig. 5.
3.1.1. Milling tools with indexable round inserts
By all accounts, the milling tools with round (or as it also called button) inserts are the most
popular roughing and semi-finishing mills in machining dies and molds, especially complex
male-female main parts such as cavities and projections. In roughing, when the primary target
is the highest metal removal rate, the round inserts have two significant advantages that
contribute greatly to their successful use. Whether or not, both of the advantages relate
to the round shape of the inserts.
Firstly, strength of the cutting edge. If the cutting corner is the Achilles heel for an insert of any
polygonal shape, the round insert without a cutting corner is much stronger.
The higher strength allows more heavy tool load or in other words, stronger cutting data:
more feed and speed that cause the improved metal removal rate.
All around … a round!
A tool intended for milling countered surfaces should have a cutting geometry that not only contacts
the surface but also ensures correct generation of a needed shape in every direction.
Generally speaking, for rough milling any cutting geometry can be suitable; but in finish
operations, only the cutting edge, which lays on a spherical portion, meets the above
requirements. Therefore the milling tools with complex cutting form:
toroidal or ball nose, are very popular in the die and mold industry. One way or another, but look
about – a round!
Secondly, a varying cutting edge angle. The cutting edge angle, which is consistant in case of the
polygonal insert, varies along the cutting edge of the round insert from zero to the value
measured at the highest point of the cutting edge that is involved in cutting. The latter defines
the maximal cutting edge angle (χmax, Fig. 5). When the tool runs at its maximum depth of cut
that is equal to the insert radius, the maximal cutting edge angle will be 90˚.
1
2
3
4
5
6
8
1
2
3
4
5
6
7
8
1
2
3
4
5
6
8
1
2
3
4
5
6
7
8
D
D
eff
Xeff
Xmax
Xmax
d=2r
ap
D1=D+d

Milling Tools
48
ap/r 1/16 1/8 3/8 1/2 5/8 3/4 7/8 1
Xmax 20˚ 29˚ 52˚ 60˚ 68˚ 76˚ 83˚ 90˚
Xeff 10˚ 14.5˚ 26˚ 30˚ 34˚ 38˚ 41.5˚ 45˚
Decreasing the cutting edge angle produces more thin chips and thus allows an effective way for
higher productivity. Indeed, the feed per tooth used for programming a tool route relates to the
maximal possible depth of cut that is equal to the radius of a round insert. In this case a tool with
round inserts is more or less similar to a milling tool with 45˚ cutting edge angle. But if the tool cuts
under the maximal depth, the chip is thinner (Fig. 7); and the programmed feed per tooth should
be increased correspondingly in order to produce the chips of required thickness. That is why chip
thinning demands even higher feeds and thus makes improving productivity possible.
Table 32 Cutting Edge Angles as Function of Ratio ap/r*
*
ap is an axial depth of cut, r - the radius of a round insert
The maximal cutting edge angle can be found from the following equation:
cos
χ
max = 1-ap/r (4)
Where ap – a depth of cut
r – the radius of a round insert
Due to variation of the cutting edge angle along the cutting edge area involved in milling,
the average or effective cutting edge angle χeff often used in calculations.
χ
eff
=
χ
max/2
(5)
In case of side milling when the face of a tool with round inserts does not cut, the effective
cutting edge angle (Fig. 6) is defined as:
χ
eff = [arccos (1-ap
2
/r)+arccos (1-ap
1
/r)]/2 (5a)
The effective cutting edge angle is one of the important factors of cutting geometry of the tools with
round inserts. Similar to the tools with polygonal inserts it determines the relationship between
the radial and the axial components of a cutting force. The effective cutting edge angle depends
on a depth of cut and therefore, it changes, between a close to zero value for very shallow depths
of cut and 45˚ when the depth of cut is equal to the radius of a round insert. Because a change
of the depth of cut causes a change of the effective cutting edge angle and hence, of relationship
between the cutting force components, this phenomenon allows for an effective way of cutting
force monitoring. The growth of the depth causes increasing the radial and reducing the axial
components, and vice-versa. Evidently, in very shallow cuts the radial component will be negligible
and the cutting force acting on the main cutting plane is directed towards the tool axis.
3P(2): Patent-Protected Products
The absolute majority of new 3P products relates to state-of-the-art development and meets
the requirements of up-to-the minute technology. Therefore, these 3P tools and inserts are the
products protected by patent or at least are patent-pending products.
The considerable radial component leads to the tool deflection and vibrations, while the excessive
axial component adversely affects machining accuracy and can cause problems with workholding.
Therefore, the correct choice of the depth of cut allows the die and mold maker to define the
optimal loading conditions for machining a specific part depending on the part shape, machine tool
characteristics, clamping fixture, etc.

Milling Tools
Die and Mold
49
Fig. 6.
Fig . 7.
1
2
3
4
5
6
8
1
2
3
4
5
6
7
8
1
2
3
4
5
6
8
1
2
3
4
5
6
7
8
d=2r
X
1
Xeff
X2
ap2
ap1
1
2
3
4
5
6
8
1
2
3
4
5
6
7
8
1
2
3
4
5
6
8
1
2
3
4
5
6
7
8
1
2
3
4
5
6
8
1
2
3
4
5
6
7
8
hmax
fz
ap1
ap1
ap max
h1
h1

Milling Tools
50
Insert size
The size of a round insert is its diameter. For example, “insert size 12” means “a 12 mm diameter
round insert”.
Although milling at the full possible depth (the radius of a round insert) leads to maximum
engagement between a tool and a workpiece, considerable increase of the radial component
of the cutting force, extraneous vibrations, and as a result, excessive wear, - the shape of a
machined contoured surface sometimes demands coming into cutting contact exactly at this
area. On the other hand, maximum effect is at the highest if the depth of cut ensures that the
maximal cutting edge angle 25˚…45˚, that is approximately 0.1…0.3 of the insert radius (or in other
words, 0.05…0.15 of the insert diameter). For that reason the ISCAR regular round inserts have 8
indexed working positions for 45˚ or 90˚ indexing. The rake face of some of them is indicated in the
corresponding numbers: 1, 2, 3, … for better usability. The specially shaped side faces on the relief
surfaces or the bottom protrusions of the inserts keep an insert from drifting during cutting.
High overhang dramatically reduces vibration stability of milling cutters and the mills with round
inserts are no exception. As a rule, milling with the overhang already twice as large the mill
diameter requires decreasing cutting data for stable machining. The same situation is observed
while milling near thin walls and in poor workholding: both of these cases also result in reduced
cutting data. ISCAR MILLSHRED line offers a good solution for the problem. In addition, it
provides the users with another operating benefit of efficient milling at the full possible depth.
The main principle of the MILLSHRED insert is a combination of the round cutting profile with
the chip splitting effect. It is achieved by the serrated cutting edge of the insert. The insert has 4
indexed working positions for 90˚ indexing; and the serrations on the cutting edge were designed
so they overlap, providing a fully effective tool configuration. The MILLSHRED milling tools can
carry either the round inserts with serrated cutting edge (designated as RCMT…) or regular round
inserts (RCC… MO).
Serrate around
The serrated cutting edge that splits chips into small pieces significantly upgrades the round insert.
First of all, reducing the cutting force (and especially its radial component) accrued from the chip
splitting, substantially improves the dynamic behavior and less bending of a tool, that ensures stable
cutting with normal feeds if the tool overhang is high. Therefore the overhang range can be
considerably extended. Normally the upper border of the range comes close to the ten tool
diameters. In many cases such a simple and cheap solution renders unnecessary use of complex
and expensive toolholding devices with vibration-dampening properties.
It is very important to note that the serrated cutting edge provides a means of depth equal to the
insert radius.
Also, the lower the cutting force the lower the machining power.
Secondly, the small chip pieces simplify chip evacuation, specifically in deep cavities of dies and
molds.
And thirdly, the small pieces have fewer tendencies to be re-cut and that greatly improves rough
milling of the deep cavities and increases tool life.

Milling Tools
Die and Mold
51
The selection guideline and general recommendations regarding a more suitable cutting geometry
for MILLSHRED plain and serrated inserts depends on machining parameters and the type of
workpiece material (listed in Tables 33 and 34).
Round wiper: a plain round insert improves surface finish
Due to the ability to carry both types of round insert, with plain and serrated cutting edge,
the MILLSHRED cutter allows for combining into one tool assembly. However, so promising an
alternate mounting plain and serrated inserts together in one tool (a sort of “FINISHRED”)
generally does not lead to essential advantages. Nevertheless, if in a tool with the serrated inserts
we change a serrated insert on the plain round one, the surface finish of a machined workpiece will
be improved. Here the regular plain insert looks like a wiper insert. Although the MILLSHRED tools
are intended mostly for rough milling, they are also used for semi-finish operations and the above
way of improvement is a simple but effective means. The plain round insert should be mounted in
the pocket that is marked by a small round recess (so-called “watermark”, Fig. 8).
Insert RCC…MO RCMT…
Cutting Edge Type plain serrated
Depth of cut to 0.15×d*
Depth of cut above 0.15×d
Tool overhang to 2.5×D**
Tool overhang above 2.5×D
Milling near thin walls
Poor workholding
Table 33 Selection Guidelines for MILLSHRED Round Inserts
- Recommended choice
*
d is the diameter of a round insert
**
D is the nominal diameter of a tool
Watermark
Fig. 8.
A plain round insert mounted for better surface finish

Milling Tools
52
Type of Milling Roughing Roughing and Semi-Finishing
Insert
Designation
RCMT...FW RCMT...FW-T20 RCMT...FW-F20 RCCT...MO RCCW..MO
Mat.
group
Geometry
Positive rake face Positive rake face
with T-land
Positive rake face
sharp edge
Positive rake face Flat top face
with a t-land
Workpiece
1-5
P
Plain carbon
steel
√√√ √ √ √√√ √√
6-9 Low-alloy steel √√√ √ √ √ √√√
10-11
High-alloy steel
and tool steel
√√√ √ √ √ √√√
12-14
M
Stainless steel √√√
(1)
√√√
(2)
√√√
15-20
K
Cast iron √√ √√√
38.1
H
Hardened steel
(HRC 45 max)
√ √
Application
Helical
interpolation
Shouldering
Contour
Milling
Ramping
Down
Plunging Profiling
Pocket
Milling
Table 34 Selection of MILLSHRED Inserts for Machining Die and Mold Materials
(1)
Recommended for martensitic stainless steel
(2)
Recommended for austenitic stainless steel
√ Last recommended
√√ Second option
√√√ Most recommended
12º
20º
20º
0.15
20º
12º
15º
Mainly, the MILLSHRED inserts are produced from grades IC908, which has already been
mentioned in the previous sections, and IC928 – a PVD TiAlN coated tough grade that is especially
recommended for heavy-duty operations. Additionally, the inserts intended for machining cast iron
are made from PVD AlTiN coated carbide grade IC910.
Starting Cutting Data
a) Starting feed per tooth fz
i. MILLSHRED plain round inserts
Generally, the starting cutting feed per tooth that should be use for CNC programming can be
found from the following equation:
fz = fz0 x KTH x Ks (6)
Where: fz0 – the basic starting feed
KTH – the chip thinning factor
Ks – the stability factor
The basic starting feed (Table 35) is a recommended feed for milling with depth of cut that is equal
to the radius of a round insert. It corresponds to a maximal chip thickness, which is planned to be
carried out during machining.

Milling Tools
Die and Mold
53
Table 35 MILLSHRED Plain Round Inserts. Basic Starting Feed fzo, mm/tooth
The chip thinning factor, as the function of a depth of cut and hence of a cutting edge angle,
reflects the necessity for increasing the basic starting feed; while CNC programming for obtaining
the planned maximal chip thickness at a time when machining is performed with a depth of cut
less than the radius of the insert.
KTH = 1/sin (0.75 xχmax) (7)
or, that is the same,
KTH = 1/sin (1.5 xχeff) (7a)
The stability factor that takes into account the effect of cutting stability is taken to be 1 for
normal conditions and to 0.7 if the estimated cutting stability is insufficient (milling thin walls, high
overhang, poor toolholding, non-rigid workholding, etc.).
Example
The face of a plate from AISI H13 tool steel annealed to HB 170…190 is machined by shell mill
cutter FRW D068A080-07-27-12 carrying inserts RCCW 1206MO IC908 with 1.5 mm depth of
cut. The plate is properly clamped into a workholding device and the cutter has light overhang.
What is the feed per tooth necessary for CNC programming of the operation?
From Table 35 the basing starting feed for the material group No.10, related to the specified steel,
is 0.15 mm. Using equation (4), χmax=41˚; and equation (7), KTH=1.95.
Hence, fz = 0.15×1.95×1=0.29 (mm/tooth); and the programmed feed should be 0.29 mm/tooth.
Alternatively, the feed can be determined by applying Tables 36 and 37 following.
The tables contain feeds per tooth as a function of the diameter of an insert and a depth of cut.
The data in the tables relates to machining a group of materials that is chosen as basic; and for the
other material groups the table values should be multiplied by corresponding coefficients.
Table 36, for instance, reflects milling workpiece material groups 5-9 (low alloy steel and quenched
plain carbon steel) and 15-16 (grey cast iron) with the use of inserts RC..W…MO. For machining
groups 10-11 (high alloy and tool steels), the table values should be multiplied by 0.7, for
machining groups 17-18 (nodular cast iron) - by 0.85 and for machining group 38.1 (hardened
steels, HRC 45 max) – by 0.55.
The feeds in Table 37 correspond to milling plain carbon and low alloy steels (groups 1-9) by inserts
RC..T…MO. In case of milling material groups 10-11, the table feeds should be multiplied by 0.7;
and for milling material groups 12-13 (ferritic and martensitic stainless steels) – by 0.85.
ISO Class
(DIN/ISO
513)
Material
Group*
Basic starting feed fzo, mm/tooth, for inserts
RC..W…MO RC..T…MO
Ø12 Ø16 Ø20 Ø12 Ø16 Ø20
P
1-4 0.21 0.28 0.34 0.14 0.19 0.23
5-9 0.21 0.28 0.34 0.14 0.19 0.23
10-11 0.15 0.2 0.24 0.1 0.13 0.16
M
12 ,13 0.18 0.24 0.29 0.12 0.16 0.2
K
15-16 0.21 0.28 0.34
17-18 0.18 0.24 0.29
H
38.1 0.12 0.15 0.19
- recommended choice
*
ISCAR material group in accordance with VDI 3323 standard

Milling Tools
54
In either case, machining under unstable operational conditions will also demand reducing
the feed by 30%. Using Table 36, the programmed starting feed for the previous example should
be as follows: 0.4 (the table value) × 0.7 (coefficient for material group No.10) = 0.28 (mm/tooth).
Example
A workshop plans to perform a semi-finish machining of a deep mold cavity by using endmill cutter
ERW D028A040-A-4-C32-12 with inserts RCCW 1206MO IC908. The cutter is clamped into a
spring collet with overhang 150 mm. The workpiece material is unhardened AISI A2 tool steel. The
programmed feed per tooth needs to be found if the cavity planned to be machined is with 0.6 mm
depth of cut.
The machined material relates to group No.10.
d (the insert diameter) = 12 mm; and the ratio “depth of cut to insert radius”: ap/r=2×ap/d=0.1.
From Table 36 fzo=0.54 mm/tooth (for groups 5-9).
After correcting by the material coefficient (0.7) and the stability factor (0.7), the programmed feed
will be: 0.54×0.7×0.7=0.26 (mm/tooth).
ap/r
Basic starting feed fzo, mm/tooth, for inserts
Ø12 Ø16 Ø20
ap fz
o ap fzo ap fzo
– 0.15 0.8 0.15 1 0.15 1.3
1/16 0.37 0.7 0.5 0.9 0.62 1.2
1/10 0.6 0.54 0.8 0.7 1 0.9
1/8 0.75 0.5 1 0.6 1.25 0.8
1/4 1.5 0.4 2 0.54 2.5 0.67
3/10 1.8 0.36 2.4 0.45 3 0.54
1/2 3 0.27 4 0.36 5 0.45
5/8 3.75 0.21 5 0.28 6.25 0.34
3/4 4.5 0.21 6 0.28 7.5 0.34
7/8 5.25 0.21 7 0.28 8.75 0.34
1 6 0.21 8 0.28 10 0.34
Table 36 MILLSHRED Plain Round Inserts RC..W…MO. Basic Feeds, mm/tooth
The feeds relate to workpiece material groups 5-9 (low alloy and quenched carbon steels) and 15-16 (grey cast iron).
For machining groups 10-11 (high alloy and tool steels), the table values should be multiplied by 0.7,
for machining groups 17-18 (nodular cast iron) - by 0.85 and
for machining group 38.1 (hardened steel, HRC 45 max) - by 0.55.
- Recommended depths of cut
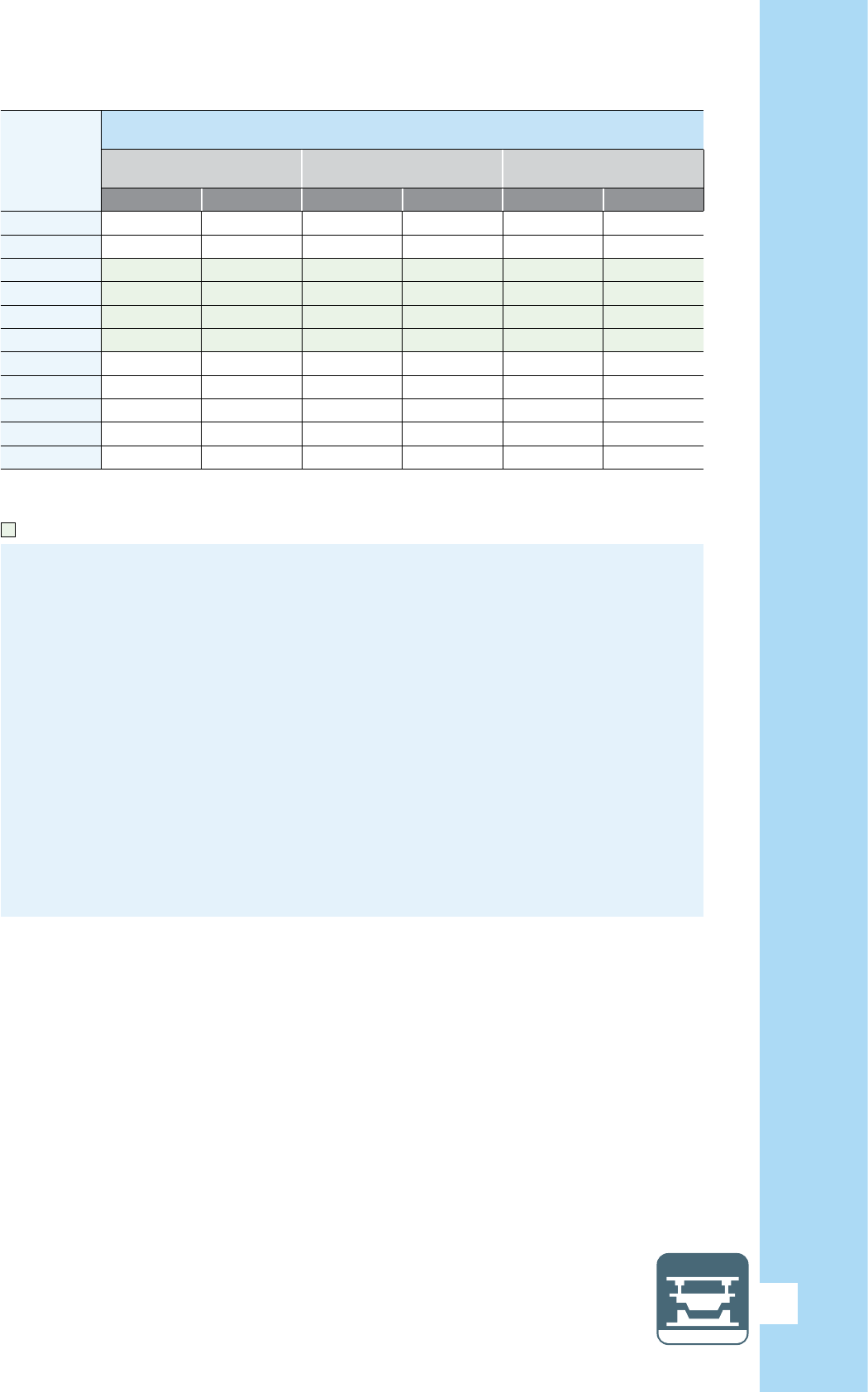
Milling Tools
Die and Mold
55
ap/r
Basic starting feed fzo, mm/tooth, for inserts
Ø12 Ø16 Ø20
ap fz
o ap fzo ap fzo
– 0.15 0.56 0.15 0.75 0.15 0.9
1/16 0.37 0.5 0.5 0.68 0.62 0.83
1/10 0.6 0.41 0.8 0.55 1 0.67
1/8 0.75 0.36 1 0.47 1.25 0.57
1/4 1.5 0.26 2 0.34 2.5 0.42
3/10 1.8 0.24 2.4 0.32 3 0.39
1/2 3 0.18 4 0.25 5 0.3
5/8 3.75 0.14 5 0.19 6.25 0.23
3/4 4.5 0.14 6 0.19 7.5 0.23
7/8 5.25 0.14 7 0.19 8.75 0.23
1 6 0.14 8 0.19 10 0.23
Table 37 MILLSHRED Plain Round Inserts RC..T…MO. Basic Feeds, mm/tooth
The feeds relate to workpiece material groups 1-9 (plain carbon and low alloy steels).
For machining groups 10-11 (high alloy and tool steels) the table values should be
multiplied by 0.7, for machining groups 12-13 (ferritic and martensitic stainless steels) – by 0.85.
- Recommended depths of cut
Tool overhang
The overhang (or the projection) of a milling tool is an important factor of the tool stiffness and
machining stability. The tool overhang being 5% less reduces the tool deflection by 15%, 10%
less –by 27% and 20% less – already by 50%. Minimizing the overhang substantially improves
operational efficiency, allowing for increased cutting conditions and good surface finish.
But, what can we do - manufacturing real parts often demands long tools. How to determine the
cutting data for such tools? And what is a high overhang, for which various techniques of cutting
data determination recommend correction factors?
This not simple question is directly connected with the dynamic behavior of a tool. It relates to the
sphere of serious research and needs a separate discussion. We are sure that the reader on
the basis of his own knowledge and experience knows exactly if the overhang of a tool that he uses
is high. For a rough estimate, the following rule of thumb often can be helpful: the overhang is high
being 4-5 and more times as much as the nominal diameter of the tool. However, one thing needs
clarification: from which point should the overhang be measured?
Generally, in case of the shell mills mounted on arbors, the correct way is to measure the overhang
for the whole assembly, which is to say from the gauge line (datum) of the arbor shank (Fig. 9).
For the endmills that are clamped into holders with spring collets or adapter-style holders
with side screws, the overhang is measured from the holder (Fig. 10).
ii. MILLSHRED serrated round inserts
As previously noted (Table 33), the serrated round inserts are intended first of all for the
following cases:
• High depth of cut (above 15% of the insert diameter)
• Considerable tool projection (the overhang more than 2.5 of the tool diameter)
• Milling near thin walls
• Poor workholding
Additionally, the serrated inserts are sometimes applied in milling with usual depth of cut
(to 15% of the insert diameter) when the main drive power of a machine tool is limited.
A programmed starting feed per tooth fz is defined by equation (8):
fz = fzo x KH (8)
Where: fzo – the basic starting feed (Tables 39-41)
KH – the overhang coefficient (Table 38)

Milling Tools
56
Example
A die part made from AISI D2 tool steel, HB 210, is milled by cutter FRW D034A050-04-22-16 with
inserts RCMT 1607-FW IC908 mounted on it. The cutter overhang is 120 mm, the depth of cut – 6
mm. What is a programmed feed to start milling?
The workpiece material relates to the tenth material group (No.10). Table 39 specifies the basic
feed for a 16 mm diameter insert with 6 mm depth of cut as 0.2, which should be multiplied by 0.9
for material group No.10. The cutter diameter is 50 mm; and for overhang 120 mm the overhang
coefficient is equal to 1 (Table 38).
Therefore we have fz = 0.2×0.9×1=0.18 (mm/tooth).
Table 38 Overhang Coefficient KH for the MILLSHRED Serrated Round Inserts
as the Function of Ratio of an Overhang H to a Tool Diameter D1
H/D1 to 4 over 4 to 6 over 6 to 8 over 8 to 10
KH 1 0.85 0.7 0.65
Fig. 9 Fig. 10
h
1
2
3
4
5
6
8
1
2
3
4
5
6
7
8
h
Datum

Milling Tools
Die and Mold
57
ap/r
Basic starting feed fzo, mm/tooth, for inserts
Ø12 Ø16 Ø20
ap fz
o ap fzo ap fzo
ap min 0.9 0.26 1.2 0.35 1.2 0.4
1/4 1.5 0.23 2 0.3 2.5 0.35
3/10 1.8 0.21 2.4 0.28 3 0.3
1/2 3 0.18 4 0.25 5 0.28
5/8 3.75 0.13 5 0.18 6.25 0.21
3/4 4.5 0.13 6 0.18 7.5 0.21
7/8 5.25 0.13 7 0.18 8.75 0.21
1 6 0.13 8 0.18 10 0.21
Table 39 MILLSHRED General-purpose Serrated Round Inserts RCMT…FW.
Basic Feeds, mm/tooth
Table 40 MILLSHRED Serrated Round Inserts RCMT…FW-T20.
First choice for machining martensitic stainless steel can also be used for
machining carbon and low alloy steels
The feeds relate to workpiece material groups 1-9 (plain carbon and low alloy steels).
For machining groups 10-11 (high alloy and tool steels) the table values should be
multiplied by 0.9, for machining groups 15-18 (cast iron) – by 1.3 and for machining
group 38.1 (hardened steel, HRC 45 max) – by 0.6.
- Recommended depths of cut
The feeds relate to workpiece material groups 12-13 (ferritic and martensitic stainless steels).
For machining groups 1-9 (carbon and low alloy steels) the table values should be multiplied by 1.1.
- Recommended depths of cut
ap/r
Basic starting feed fzo, mm/tooth, for inserts
Ø12 Ø16 Ø20
ap fz
o ap fzo ap fzo
ap min 0.9 0.3 1.2 0.4 1.2 0.52
1/4 1.5 0.28 2 0.35 2.5 0.46
3/10 1.8 0.25 2.4 0.32 3 0.42
1/2 3 0.22 4 0.28 5 0.35
5/8 3.75 0.15 5 0.2 6.25 0.25
3/4 4.5 0.15 6 0.2 7.5 0.25
7/8 5.25 0.15 7 0.2 8.75 0.25
1 6 0.15 8 0.2 10 0.25
Example
A mold part from AISI 420 stainless steel with a thin-walled complicated shape and non-uniform
machining allowance is milled by tool ERW D020A032-B-3-C32-12 carrying inserts RCMT 1206-
FW-T20 IC928. Due to the unsteady allowance the depth of cut varies from 3 to 4 mm. The tool
performs cutting with 220 mm overhang from a collet. Find feed per tooth needed for programming
the tool path.
The material represents group No.14; ratio “overhang/diameter” is 220/32=6.9. Although Table 40
does not contain the basic feed for 12 mm diameter inserts with 4 mm depth of cut (worst case of
loading) directly, it is easily seen that it is 0.13 mm.
Consequently, the starting programmed feed is: 0.13×0.7=0.09 (mm/tooth).

Milling Tools
58
Table 41 MILLSHRED Serrated Round Inserts RCMT…FW-F20.
First choice for machining austenitic stainless steel and aluminum alloys;
can be used also for machining low carbon steel.
ap/r
Basic starting feed fzo, mm/tooth, for inserts
Ø12 Ø16 Ø20
ap fz
o ap fzo ap fzo
ap min 0.9 0.13 1.2 0.17 1.2 0.2
1/4 1.5 0.12 2 0.16 2.5 0.18
3/10 1.8 0.1 2.4 0.14 3 0.16
1/2 3 0.09 4 0.12 5 0.14
5/8 3.75 0.07 5 0.09 6.25 0.1
3/4 4.5 0.07 6 0.09 7.5 0.1
7/8 5.25 0.07 7 0.09 8.75 0.1
1 6 0.07 8 0.09 10 0.1
The feeds relate to workpiece material group 14 (austenitic stainless steel).
For machining group 1 (low carbon steel) the table values should be multiplied by 1.5.
For machining groups 21-25 (aluminum alloys) the table values should be multiplied by 3.
- Recommended depths of cut
b) Starting cutting speed Vc
The starting cutting speed should be determined by the following steps:
• Find the recommended cutting speed with the use of the averaged data in the tables
• Calculate the effective diameter
• Calculate the programmed spindle speed relative to the nominal diameter of a tool in such
a way that the cutting speed relative to the effective diameter will be equal to the found value
Recommended cutting speed
Vc = Vo x KF x KH x Kt (9)
Where: Vo – The basic cutting speed (Table 43)
KF – The factor of a cutting edge form:
KF=1 for the plain round inserts and
KF=0.75 for the serrated round inserts
KH – The overhang coefficient:
For the serrated round inserts KH can be found from Table 38
For the plain round inserts KH is specified in Table 42
Kt– The tool life factor (Table 8)

Milling Tools
Die and Mold
59
Table 42 Overhang Coefficient KH for the MILLSHRED Plain Round and the HELIDO H400
Round Inserts as the Function of Ratio of an Overhang H to a Tool Diameter D1
In addition, for hard loading with broad-area engagement, improper workholding or milling
thin-walled parts, the starting speed should be reduced by 20%.
Calculating the effective diameter De
Calculating the effective diameter De
De = D+2 x√d×ap-ap
2
(10)
Where: D – insert center circle
d – insert diameter
ap – axial depth of cut
(For nominal diameter D1 of a tool D=D1-d)
Calculating the programmed spindle speed N
N = 1000 x Vc/(πx De) (11)
Cutting speed Vn relative to nominal diameter D1, can be found from the following equation:
Vn=πx D1 x N/1000 (12)
H/D1 to 2.5 over 2.5 to 3 over 3 to 5 over 5
KH 1 0.9 0.65 0.5
Tool Application
Recommended Less recommended

Milling Tools
60
Effective diameter
The correct approach to finding the cutting speed of a profiling milling tool is to calculate the speed
with respect to the effective diameter of the tool. In profiling, due to the shaped, non-straight form
of the tool, a cutting diameter is a function of a depth of cut; and it is not the same for different areas
of the tool cutting edge that is involved in milling. The effective diameter is the largest true cutting
diameter: maximum of the cutting diameters of the mentioned areas (Fig. 11). Generally, it
corresponds to the diameter measured at the axial depth of cut.
Ignoring the cutting diameter in calculating spindle speeds can cause essential errors in cutting
data and incorrect tool operation. In the milling cutters with round inserts, specifically,
this is particularly significant for relatively small tool diameters. For example, for a 25 mm diameter
tool with 12 mm diameter round inserts, the cutting diameter varies from the value closed to 13 mm
(the axial depth of cut is nothing more than tenths of mm) to 25 mm (at maximum depth of cut that
equal to the insert radius – 6 mm). If the effective diameter is, for instance, 19 mm, and the spindle
speed was calculated with reference to 25 mm, the real cutting speed relative to 19 mm diameter
will be 24% less! The error grows for shallow depths of cut: for effective diameter 14 mm it is
already 44%.
Of course, for large-sized tools such error grows substantially smaller and can even be ignored.
Moreover, machining slots, milling near straight walls, etc. with even shallow depth of cut but with
several passes, when after each pass the tool embeds deeper and deeper into the workpiece,
and its nominal diameter in some or other way cuts the material (Fig. 12), the calculations shall
relate only to the nominal diameter!
In any other case we always recommend to take the effective diameter into consideration and
make corresponding necessary corrections during programming the spindle speed.
Remember, the cutting speed relates to the effective diameter, while the spindle speed refers
to the nominal diameter!
1
2
3
4
5
6
8
1
2
3
4
5
6
7
8
1
2
3
4
5
6
8
1
2
3
4
5
6
7
8
ap
Area involved in cutting
f
z
Deff
1
2
3
4
5
6
8
1
2
3
4
5
6
7
8
ap
D
i
Deff=D
i
max
1
2
3
4
5
6
8
1
2
3
4
5
6
7
8
1
2
3
4
5
6
8
1
2
3
4
5
6
7
8
VF
n
D
eff1
VF
n
D
eff = Dnom
Fig. 11
Fig. 12
1
st
pass
N
pass

Milling Tools
Die and Mold
61
Example
Find the cutting speed for one of the previous examples, in which the die part made from AISI D2
tool steel, HB 210, is milled by cutter FRW D034A050-04-22-16 carrying inserts RCMT 1607-FW
IC908; while the cutter overhang is 120 mm and the depth of cut 6 mm. The starting programmed
feed has been defined as 0.18 mm/tooth.
For material group No.10, that relates to AISI D2 steel Vo=190 m/min (Table 43).
KF=0.75 (for serrated inserts), KH=1 (overhang coefficient, Table 38).
Hence for 20 min. tool life Vc=190×0.75×1=143 (m/min)
The effective diameter for 6 mm depth of cut: De=34+2×√(16×6-0.6
2
)=49.5 (mm).
The received value is very close to the tool nominal diameter (50 mm). Therefore in calculating the
spindle speed the latter can be used because the errors will be negligible.
The programmed spindle speed: N=1000×143/(π×50)=910 (rpm)
Tool life factor Kt=0.8 for 60 min. tool life expectancy (Table 8), and in for this case the cutting
speed and the spindle speed should be 114 m/min and 728 rpm respectively.
Example
Find the cutting data for milling a plate from pre-hardened mold steel AISI P20, HRC 32,
with the use of shell mill FRW D080A100-06-32-20 with inserts RCMW 2009MO IC928,
if the depth of cut is 1.8 mm and the tool overhang 86 mm.
If the ratio “overhang to tool diameter”, 86/100, is small, then KH=1 (Table 42).
The effective diameter: De=80+2×√(20×1.8-1.8
2
)=91 (mm).
KF=0.75 (for plain round inserts).
The workpiece material in its condition corresponds to material group No. 9.
The starting programmed feed is found from Table 36: fz≈0.73 mm/tooth (the value between
table values 0.8 and 0.67).
The recommended cutting speed: Vc=145×1×1×1=145 (m/min).
The programmed spindle speed: N=1000×145/(π×91)=507 (rpm).
The cutting speed with respect to the tool nominal diameter:
Vn= π×100×507/1000=160 (m/min)
Table 43 Basic Speed Vo, m/min, for MILLSHRED Round Inserts*
ISO Class
DIN/ISO
513
Material
Group**
ISCAR Carbide Grades
IC908 IC910 IC928
P
1 260 240 190
2-4 240 210 170
5 220 200 155
6,7 210 180 155
8-9 190 160 145
10 190 145 135
11 150 135 130
M
12, 13 180 155
K
15-16 240 270 230
17-18 220 230 200
H
38.1*** 110 70
- First choice for grades
*
For 20 min. tool life
**
ISCAR material group in accordance with VDI 3323 standard
***
HRC 45 max.

Milling Tools
62
Example
A customer complains of poor tool life with inserts RCCW 1206MO IC908, that are used in
milling a deep and narrow cavity with almost vertical walls from a solid block of SAE/AISI 4340
steel. During operation, tool ERW D020A032-A-3-C25-12, with the inserts clamped into its pockets,
machines the cavity by the required contour with shallow cuts (0.7 mm depth of cut) by stepped
passes and thus removes material layer by layer. The customer defined the cutting data in
accordance with the ISCAR recommendations and took into account the high overhang
and the effective diameter. What is a reason for the problem?
In the first pass only a small part of the insert cutting edge cuts the material. But every next pass
brings a new portion of the edge in engagement. After already the 8th pass, almost all cutting
portions will be involved in milling near the cavity wall: 8×0.7 mm =5.6 mm, and the maximal
depth of cut is 6 mm – the insert radius.
The calculated effective diameter is 20+2×√(12×0.7-0.7
2
)=25.6 (mm); and with respect to this
value the customer defined the spindle speed. As a result, the cutting speed referred to the
nominal diameter (that began cutting after 8 passes) is 1.25 (32/25.6=1.25) greater than
required. In all appearances, it is the reason for the customer’s problem. Even though the depth
of cut is small, the tool nominal diameter cuts also and therefore the calculation should be
relative to it.
In summation, the above-mentioned advantages: high strength of cutting edge and benefits of
the round shape, made the round insert the real workhorse of rough and semi-finish milling in die
and mold making. Marking the end of the section, underlined again are some points of using
MILLSHRED round inserts:
• For shallow depths of cut and small tool overhang, the plain round inserts are the best solution.
Their highest efficiency will be when the depth of cut is 10-30% of the insert radius
(or 5-15% of the insert diameter). Remember that machining with deeper cuts in this case
is a source of serious vibrations, intensive wear and misoperation.
• Machining with greater depths of cut, high overhang, insufficient stiffness of the technological
system (poor workholding, thin-walled part, etc.) will be more effective with the serrated
round inserts.
• The serrated inserts due to chip splitting effect can solve the problem of chip evacuation.
• The serrated inserts need less cutting power and therefore are suitable for low-power
machine tools.
• Cutting data must be correctly defined with respect to properly chosen effective diameter and
depth of cut, because the wrong definition can lead to substantially reduced tool life.

Milling Tools
Die and Mold
63
3.1.1.1. HELIDO H400 Round Line
A Conceptually New Solution for Efficient Profiling
The HELIDO H400 family, one of the latest ISCAR developments, was designed in order to fulfill
the industry requirement for an effective milling tool for multiaxis profiling. The family is based on a
double-sided insert H400 RNHU 1205… that looks like a round insert, but properly speaking is not
round in the sense of the word.
The H400 RNHU 1205… insert (Fig. 13) has four major cutting edges and each of them is the 120°
arc of 6 mm radius. By comparison, a round insert of traditional design ensures four 90° arcs. In
addition, the insert has four minor cutting edges, acting mostly during ramp down.
The four full 120° major cutting edges in combination with the four “ramping” edges significantly
expand the family possibilities in milling complicated 3-D shapes, especially in 5-axis machining,
(Fig. 14) that makes it promising for die and mold applications.
The H400… insert is smaller in size, that enables a cutter design with more insert at the periphery –
a more closed angular pitch of teeth.
The HELIDO H400 cutters are available in arbor-type face mill, shank-type endmill configuration;
and also as interchangeable milling heads with FLEXFIT threaded connection. The range of
diameters for the cutters of the standard line is 32…80 mm.
There are three different types of the insert: ML, HP and AX, which are designed for machining
various materials and applications. The inserts of ML- and HP- types have straight major edges,
the inserts of AX-type – helical (Fig. 15). The inserts are made from the latest SUMO TEC carbide
grades, featuring advanced coating and post treatment technology. Table 44 shows general data
regarding the inserts and their application in the die and mold industry. As seen, the inserts of
ML- and AX-types are more suitable for milling the die and mold materials. At the same time the
inserts of HP-type having so-called “high positive” cutting geometry and basically intended for high
temperature alloys, can also be used in die and mold practice, so far as milling soft carbon steel or
some kinds of martensitic stainless steel.
a b c
Fig. 13
Fig. 14
R6
Center
of circle with
6 mm radius
120º
˜
11
2
1

Milling Tools
64
Insert
Cutting
edge T-land
Intended for Grades
First priority Second priority IC808 IC830 IC330
H400 RNHU...-ML straight negative steel stainless steel
H400 RNHU...-AX helical neutral stainless steel steel
H400 RNHU...-HP straight positive high temp. alloys stainless and soft steels
Table 44 HELIDO H400 Inserts
The way of defining starting cutting data for the H400 milling tools is similar to the already
described method relative to the cutters with indexable round inserts. Equation (6) specifies a
starting feed, equation (7) – a chip thinning factor and (9) – a starting cutting speed. Cutting edge
angles can be calculated by equations (4)-(5a) or estimated using Table 32 (in this case r will be
the radius of a H400 insert: namely, 6 mm for inserts H400 RNHU 1205). The tables below show
values of the basic starting feed fzo and speed Vo (Tables 45 and 46 correspondingly) and allow
estimation of the basic feed directly (Table 47).
Neutral, positive and high positive
In milling, unlike turning, there is no standard classification for combinations of geometrical
parameters of indexable inserts, but words “neutral”, “positive”, etc. are commonly used. In order to
be familiar with the terms they need clarification.
An insert with a flat rake surface parallel to the insert base is called “neutral”.
Typical examples of such a geometry are inserts for milling hardened steel and cast iron.
But what is “positive”?
The progress in powder metallurgy and pressing technology brought about the possibility of shaping
the rake face, and the possibility became more and more impressive. The shaping resulted in an
effective way of increasing positive normal rake and axial rake for indexable milling tools, which led to
substantially decreased cutting forces, improving chip formation and making cutting smoother
and more stable. This is the reason why that sort of milling inserts is called “positive”.
Further development of technology gave rise to an additional increase of difference in height for two
cutting corners along the insert cutting edge. Thus the axial rake can be more positive.
It is accepted to call the inserts with the considerable height differences “high positive”.
Of course, the pressing technology does not exhaust its potential, and maybe, today’s high
positive milling inserts will be classified only as positive tomorrow.
Fig. 15
a b
Straight Edge
ML, HP Helical Edge AX

Milling Tools
Die and Mold
65
Table 45 HELIDO H400 RNHU 1205 Round Inserts. Basic Starting Feed fzo, mm/tooth
Table 46 Milling Tools with HELIDO H400 RNHU 1205 Inserts. Basic Speed Vo, m/min
ISO Class
(DIN/ISO
513)
Material
Group*
fzo for insert type
ML AX HP
P
1-4 0.21 0.14 0.14
5-9 0.21 0.14
10-11 0.15 0.1
M
12-13 0.18 0.12 0.12
K
15-16 0.21
17-18 0.18
H
38.1 0.12
*
ISCAR material group in accordance with VDI 3323 standard
- Recommended application
ISO Class
DIN/ISO
513
Material
Group**
Vo for carbide grades
IC808 IC830 IC330
P
1 260 180 160
2-4 240 160 145
5 220 145 130
6,7 210 145 130
8-9 190 140 125
10 190 135 125
11 150 125 120
M
12, 13 180 150 140
K
15-16 240 240
17-18 220 220
H
38.1*** 110 90
- First choice for grades
*
For 20 min. tool life
**
ISCAR material group in accordance with VDI 3323 standard
***
HRC 45 max
Table 47 HELIDO H400 RNHU 1205 Round Inserts. Basic Feeds
fzo, mm/tooth, as a Function of Depth of Cut ap
ap,
mm
fzo for types
ML*¹ AX*² HP*³
0.15 0.8 0.56 0.56
0.37 0.7 0.5 0.5
0.6 0.54 0.41 0.41
0.75 0.5 0.36 0.36
1.5 0.4 0.26 0.26
1.8 0.36 0.24 0.24
3 0.27 0.18 0.18
3.75 0.21 0.14 0.14
4.5 0.21 0.14 0.14
5.25 0.21 0.14 0.14
6 0.21 0.14 0.14
*¹ ML-type:
The feeds relate to workpiece material groups 1-9 (plain carbon and low alloy steels) and 15-16 (grey cast iron).
For machining groups 10-11 (high alloy and tool steels) the table values should be multiplied by 0.7, for machining
groups 12-13 (martensitic stainless steel) and 17-18 (nodular cast iron) - by 0.85 and for machining group 38.1
(hardened steel, HRC 45 max) - by 0.55.
*² AX-type:
The feeds relate to workpiece material groups 1-9 (plain carbon and low alloy steels).
For machining groups 10-11 (high alloy and tool steels) the table values should be multiplied by 0.7,
for machining groups 12-13 (ferritic and martensitic stainless steels) - by 0.85.
*³ HP-type:
The feeds relate to workpiece material groups 1-4 (plain carbon steel).
For machining groups 12-13 (ferritic and martensitic stainless steels) the table values should be multiplied by 0.85.

Milling Tools
66
Concerning correction caused by a tool overhang, Table 42 gives necessary data.
Example
A die and mold manufacturer decided to use endmill cutter H400 ER D32-4-060-C32-12 with
inserts H400 RNHU 1205-HP IC830 for 5-axis machining a complex-shaped mold component
made from AISI 420 stainless steel with hardness HB 300…310. The depth of cut during
machining varies from 1 to 4.5 mm. Machining stability is estimated as good. The manufacturer
approached a local ISCAR representative on recommendations regarding starting cutting data.
The component material relates to ISCAR material group No.13. Due to variable depth of cut the
calculation should refer to the depth maximum (4.5 mm).
The effective diameter: De=(32-12)+2×√(12×4.5-4.5
2
)=31.6 (mm)≈32 mm (the most part of the
cutting edge performs cutting).
The basic feed per tooth (Table 45): fzo=0.18 mm/tooth (alternatively, fzo can be defined from Table
47 with reducing the table value by 15% - see remark to the table).
The basic cutting speed (Table 46): Vo=150 m/min
The programmed starting spindle speed: N=1000×150/(π×32)=1492 (rpm).
The starting feed speed: V
F
=0.18×4×1492=1074 (mm/min).
3.1.2. MULTI-MASTER Toroidal Milling Heads and
Solid Carbide Toroidal Milling Tools
As for other forms of the MULTI-MASTER heads, the toroidal cutting profile if this tool family is
also represented by two design versions: two-flute pressed to shape and size MM HT… heads and
multiflute MM ETR… heads fully ground from solid.
Table 48 shows nominal diameters D and corner radii R of the standard line of the
MULTI-MASTER toroidal heads.
Tool diam.
D, mm
8 10 12 16 20
Corner radius R, mm
2 0.5 1 2 3 1.6 2 2.5 3 4 2 3 4 5 3 4 5 6 8
2 flute MM HT…
6 flute
MM ETR…
Table 48 MULTI-MASTER Toroidal Milling Heads

Milling Tools
Die and Mold
67
Back draft of toroidal cutting bull
If the diameter of a toroidal milling tool with round inserts decreases it causes reduction of
a screw that secures the insert. The tool becomes weaker, less productive; and at one point
producing such tools is practically impossible. The same situation occurs when the
insert radius decreases. However, the die and mold industry demands toroidal cutters to be
able to effectively mill light-size parts and small radii. In addition, increased requirements
of machining accuracy set a limit to using the tool with round inserts in some operations.
Solid carbide tools and interchangeable heads with a toroidal cutting profile overcome these
problems and thus extend the application boundaries of toroidal milling tools.
There are some technical terms, which specify the solid tools and the heads. Because the
tool manufacturers and industrial workers often use different terms for the same things,
the matter requires short consideration.
Speaking about the 90˚ solid endmill, they are traditionally divided between the square endmills with
sharp corners, the radiused (or radius) endmill with rounded corners and the chamfered end
mill with chamfered corners. The cutting end of a tool (on the tool face) is made with
concavity or without it (in flat bottom endmills); and the peripheral cutting end may or may not have
a back taper. The back taper allows for minimization of the area of contact between the tool
and a machined wall if this contact is undesirable (the tool deflection due the radial cutting
force, high overhang, vibrations, etc.). If truth be told, even the flat bottom endmills are
produced with small concavity, the straight peripheral cutting edge often have slight, and the
sharp corners upon closer view are not so sharp but gently rounded or chamfered; but we do
not take these conventional design features into consideration under current discussion.
So, the radiused, also called the bull nose, mills, especially with the concave end cutting
edge, can perform as the toroidal cutters. A back draft of the peripheral cutting edge,
produced by the back taper, improves efficiency of the cutter.
Today solid carbide toroidal endmills and interchangeable toroidal milling heads feature the
design configuration of the back draft radiused (bull nose) cutters. The most popular diameters
of the tools and heads lay within 10…25 mm. Normally they have 5˚...7˚ concavity and back
draft; and the number of teeth is generally 2 or 3. Being ground peripherally and mostly with
ground rake face, the tool and heads combine the advantages of the round inserts with the
precise radiused endmills and are suitable for rich applications from productive milling of small
die and mold components to finish fillets with high accuracy. In some cases these tools and
heads are provided with bottom or peripheral wiper flats and even chip splitting grooves.
Properly speaking, the toroidal solid tools and heads present the milling cutters with precise
round inserts, where the insert is an integral part of the cutter body (Fig. 16).

Milling Tools
68
Fig. 16
D
Concavity
R
Back draft
The main design features particular to MM HT… heads are: high-strength structure that allowed
heavy tooth loading and neutral ground rake face (zero radial rake). These characteristic properties
make the heads very effective in milling steel, hardened steel and cast iron. The heads are
successfully applied to high feed milling, machining cavities and pockets by helical interpolation
and ramping, side plunging, and also drills small depth.
Multiflute MM ETR… heads with 30˚ helix and zero radial rake are intended first of all for high-
production finish milling of hardened steel and precise fillet finishing. The heads do not have center
cutting teeth and therefore are not suitable for drilling operations. However, their geometry enables
high-performance ramping down by straight line and by helix (interpolation).
In addition, both types of the heads are sometimes used for milling undercuts.
IC908 is a main carbide grade for the MULTI-MASTER toroidal milling heads. In addition, some
heads that are intended mostly for milling steels of high hardness (HRC 56-63) are produced from
grade IC903.
STARTING CUTTING DATA
a) Starting feed per tooth fz
Programmed feed per tooth fz, which relates to the nominal diameter of a head is defined by the
above equation (8):
fz = fzo x KH
Table 49 shows basic starting feed fzo for different groups of engineering materials.
If the overhang of a tool does not exceed 3D (three diameters of the tool), KH=1; in case of the
greater overhangs KH=0.7.
In milling with the toroidal heads, the machining allowance is normally 0.01D…0.2D. If the heads
are used, for example, for face milling, an axial depth of cut defines the allowance; and for heads
with relatively large corner radius, the chip thinning effect may play an important role. The “relatively
large corner radius” has no precise definition, but a rule of thumb says that it is the radius from
3 mm (2 mm for 8 mm dia. heads) and more. Table 50 contains values of chip thinning factor KTH
that should be taken into account in such cases, for which
fz = fzo x KH x KTH (13)

Milling Tools
Die and Mold
69
b) Starting cutting speed Vc
Table 51 gives averaged starting cutting speeds. If the cutting conditions can be estimated as
unfavorable (poor workholding, high tool overhang, milling thin walls) the table values should be
reduced by 20-30%.
ISO Class
DIN/ISO 513
Material Group*
2
fzo for D
8 10 12 16 20
P
1-4 0.13 0.14 0.16 0.18 0.2
5 0.12 0.13 0.15 0.16 0.18
6, 7 0.1 0.11 0.12 0.13 0.15
8, 9 0.09 0.1 0.12 0.13 0.15
10 0.08 0.09 0.1 0.11 0.13
11 0.07 0.08 0.09 0.1 0.11
M
12, 13 0.08 0.09 0.1 0.11 0.13
K
15-16 0.13 0.14 0.16 0.18 0.2
17-18 0.12 0.13 0.15 0.17 0.18
H
38.1*
3
0.06 0.06 0.07 0.07 0.08
38.2*
4
0.05 0.05 0.06 0.06 0.07
39*
5
0.03 0.03 0.04 0.04 0.05
*
1
Machining allowance (0.01…0.2) D for MM HT… heads and (0.01…0.06) D for MM ETR… heads
*
2
ISCAR material group in accordance with VDI 3323 standard
*
3
HRC 45-49
*
4
HRC 50-55
*
5
HRC 56-63
– Most recommended applications
Toroid for improved surface quality in milling die and mold cavities
For better surface finish, ISCAR offers the customer toroidal heads with chip splitting grooves and
side wiper flats (Fig. 17 and 18).
The splitting grooves allow producing smaller chips and thus reduce scratching the walls of
a machined wall cavity. In addition, the smaller chip, swarf, makes chip evacuation easier.
The side wiper flat intended for better surface finish of the cavity walls. In order to achieve the best
results in this case a stepdown should not exceed the length of the wiper flat
Table 49 MULTI-MASTER Toroidal Heads: Basic Feed fzo, mm/tooth, for Head Diameter D, mm
*1
Wiper flat
Fig. 17 Fig. 18
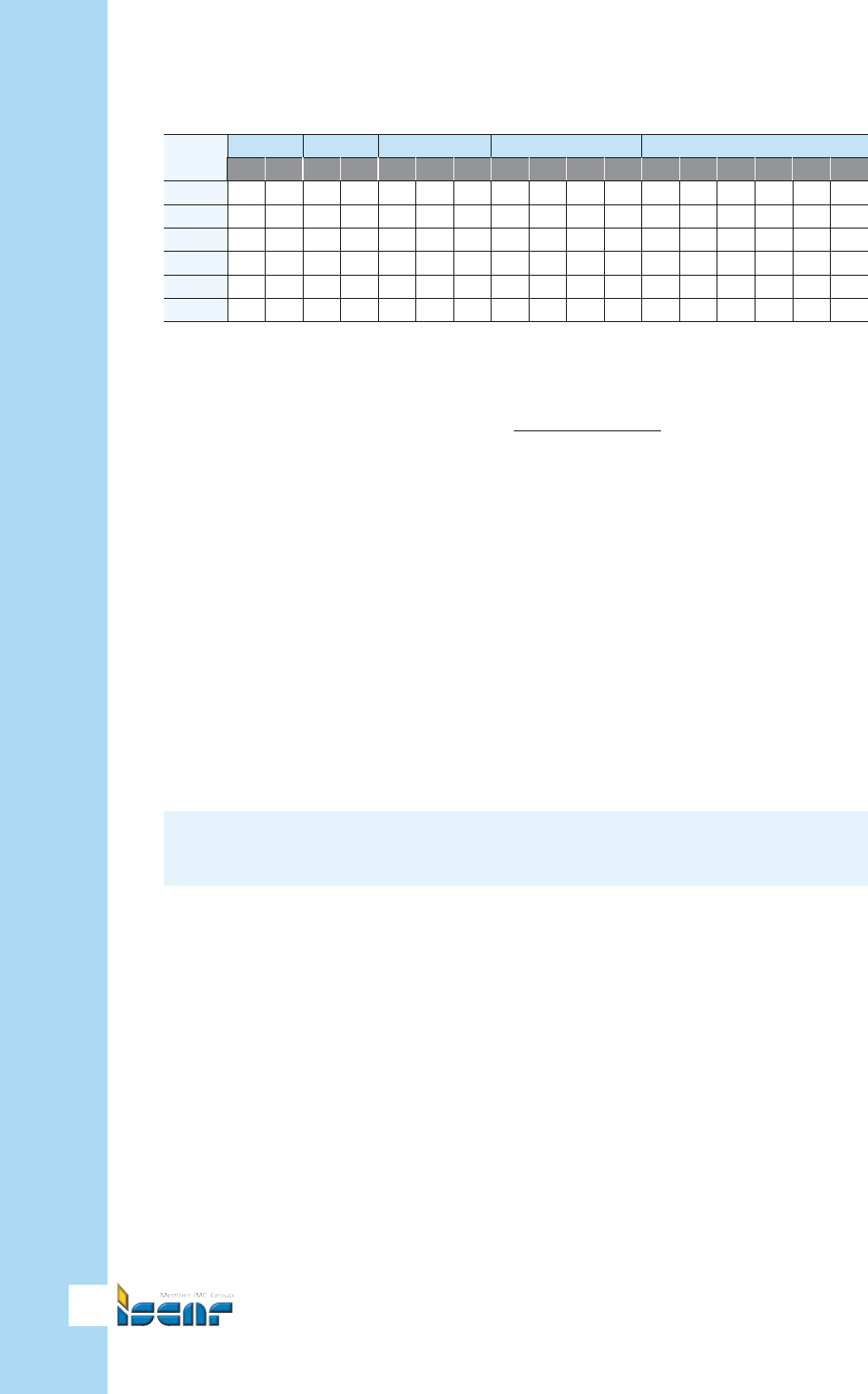
Milling Tools
70
Table 50 Chip Thinning Factor KTH for MULTI-MASTER Toroidal Heads with Nominal
Diameter D, mm, and Corner Radius R*, mm
ap/D
D=8 D=10 D=12 D=16 D=20
ap R2 ap R3 ap R3 R4 ap R3 R4 R5 ap R3 R4 R5 R6 R8
0.01 0.08 3.6 0.1 3.5 0.12 3.2 3.6 0.16 2.8 3.2 3.5 0.2 2.4 2.9 3.2 3.5 4
0.02 0.16 2.5 0.2 2.5 0.24 2.2 2.2 0.32 2 2.2 2.5 0.4 1.8 2.1 2.2 2.5 2.9
0.05 0.4 1.7 0.5 1.6 0.6 1.4 1.7 0.8 1.3 1.4 1.6 1 1.2 1.3 1.4 1.6 1.8
0.1 0.8 1.2 1 1.2 1.2 1.1 1.3 1.6 1 1.1 1.2 2 1 1 1.1 1.2 1.3
0.15 1.2 1.1 1.5 1 1.8 1 1.1 2.4 1 1 1 3 1 1 1 1 1.1
0.2 1.6 1 2 1 2.4 1 1.1 3.2 — 1 1 4 — 1 1 1 1
*
Machining allowance (0.01…0.2) D for MM HT… heads and (0.01…0.06) D for MM ETR… heads
It will be noted that a programmed spindle speed relates to the nominal diameter of a head. So, as
in the case of the tools with the indexable round inserts, the spindle speed is tightly correlated with
effective diameter De of a head in an application.
De = D-2R+2 x√(2R×ap-ap²)(14)
Where: D – the nominal diameter of a head
R – the head corner radius
ap – axial depth of cut
This is the correct way is to always define the effective diameter. However, small corner radii, such
as 0.5 or 1 mm allow for neglecting it because the difference between the nominal diameter and
the effective diameter has slight deflection. The same situation occurs when the cutting depth is
close to the corner radius.
For example, the effective diameter of the head of 12 mm nominal diameter with 3 mm corner
radius, which performs milling with 2 mm depth of cut, is 11.6 mm. For 0.5 mm depth it will be
9.3 mm, and for 0.3 mm depth – only 8.6 mm. It is clear, that calculations corresponding to the
nominal diameter without correlation cause only a 3% error in the first case, 23% in the second,
and almost 30% in the third.
A rule of thumb
If the difference between the nominal and the effective diameters is less than 20%, the cutting
speed can be calculated with respect to the nominal diameter, and no correlation needs.

Milling Tools
Die and Mold
71
ISO Class
DIN/ISO 513
Material
Group*
Vc,
m/min
P
1 180
2-4 160
5-6 150
7-9 140
10 130
11 120
M
12, 13 120
K
15-16 200
17-18 180
H
38.1 120
38.2 100
39** 80
* ISCAR material group in accordance with VDI 3323 standard
** In this case HSM recommended
– Most recommended applications
Table 51 MM HT… Heads and HTR… Inserts: Starting Speed Vc, m/min
Example
A planner decided to use endmill cutter MM S-A-L065-W16-T08 with toroidal head
MM HT120N06R3.0-2T08 908 for milling a part made from grey cast iron. The depth of cut was
defined as 0.6 mm and the stepover as 10 mm. What is the programmed cutting data for
proper workholding and stiffened tool clamping?
Cutting speed Vc=200 m/min (Table 51), basic feed fzo=0.16 mm/tooth (Table 49). Chip thinning
factor KTH=1.4 (Table 50) and the programmed feed per tooth should be 0.22 mm/tooth
(equation (13)).
Effective diameter De=12-2×3+2×√(2×3×0.6-0.6²)=9.6 (mm); hence the programmed spindle
speed should be 1000×200/(π×9.6)=6630 (rpm).
Compare: if we relate directly to the nominal diameter 12 mm, the result might be 5305 rpm,
and the real cutting speed transforms to 160 m/min – 20% less.
Feed speed V
F=0.22×2×6630=2917 (mm/min).
As previously stated, multiflute heads MM ETR… (and also the solid carbide endmills of similar
cutting geometry) are most advantageous for finish milling hardened steel, more exactly with
hardness to HRC 55. Machining allowance in this case does not exceed 0.06 D (normally even
0.03 D). Under such conditions the starting feed per tooth, the thinning factor and the starting
cutting speed are the same as for MM HT… heads and therefore can be chosen from
Tables 49-51. In finish milling with small allowance the cutting speed is actually 10-15% more
than the table data.
Example
An insert of a plastic mold cavity is finished by endmill cutter MM S-A-L090-C12-T08 with
head MM ETR080A04R2.0-6T05 908 clamped into it. The depth of cut is 1…1.3 mm, the stepover
– 0.3 mm. Find the starting cutting data if the insert material is AISI P20 steel, and its hardness
as of the operation is HRC 50…52.

Milling Tools
72
The basic feed (Table 49) is 0.05 mm/tooth, the chip thinning factor (Table 50) – 1.1.
Without any information regarding stability of machining we can, however, assume that it is
sufficient (the short shank of type A, small allowance) and the programmed starting feed will be
0.05×1.1=0.055 (mm/tooth).
The starting cutting speed 100 m/min, which is taken from Table 51, can be even increased by
10-15%, as above, and is set 110 m/min.
Effective diameter De=8-2×2+2×√(2×2×1.3-1.3²)=7.7 (mm). The effective diameter is very close to
the nominal diameter of the head (96%); and corrections for a programmed spindle speed are not
needed. The spindle speed 1000×110/(π×8)=4377 (rpm), the feed speed
0.055×6×4377=1444 (mm/min).
3.1.3. BALLPLUS one-insert toroidal milling tools
BALLPLUS (Fig. 19) is a multifunction system comprising straight and tapered cylindrical shank
options and inserts of various types. A one-insert tool is a combination of an insert, which has
cutting teeth and a shank. The shank has the ability to carry every type of insert. The insert rear
(non cutting) V-shaped part is positioned against two contact surfaces within the corresponding
V-formed slot of the shank; and a clamping screw being tightened pulls the insert towards the
contact surfaces - that guarantees high accuracy and firm and secure insert mounting,
even under considerable cutting forces. Replacing the inserts is very simple.
The BALLPLUS system offers the following insert shapes:
• Spherical and ball nose (hemispherical)
• Toroidal
• Square
• V-shaped (for chamfering and countersinking)
Fig. 19

Milling Tools
Die and Mold
73
Table 52 shows the range of corner radii with reference to the nominal diameter of the BALLPLUS
toroidal milling inserts.
Multifunctionality based on combining the shank with the inserts of different shapes makes
the BALLPLUS tools basically similar to the MULTI-MASTER family, by the virtue of main
design principles.
Versatility of cutting tool (1)
Versatility or multifunctionality of an indexable cutting tool depends largely on a variety of cutting
geometries that the tool provides. Using replaceable cutting heads or inserts of the same form but
adopted for machining different workpiece materials by means of changed rake face and flank is
a common practice. The tool becomes more and more versatile if it can carry inserts or heads
of various forms.
In milling, the tool systems with replaceable heads have great possibilities for versatility when one
tool body allows mounting heads of substantially different shape. For example, in the MULTI-MASTER
family, combining the same shank with miscellaneous cutting heads produces effective tools from
square endmills to ball nose cutters or from center drills and combined countersinks to disk slotting
cutters. The one-insert tool systems enable fewer options for such combinations but also can be
a good basis for versatile tooling. A shank of the BALLPLUS system with an insert clamped into it
performs as a ball nose or toroidal endmill or a countersink. Even milling tools with indexable inserts,
for which the combining possibilities are very limited, nevertheless hold out reserve for increasing
versatility. The already discussed HELIDO S845 family with its ability to carry either square or
octagonal inserts is a good example of this.
The versatile tools considerably increase the range of tool use and allow for reduction of a tool stock.
Therefore, maximal versatility is an important design principle that forms the basis of high efficiency
applications for milling tool families, especially those with replaceable cutting heads.
Plunged bull
In addition to their main applications many toroidal tools are suitable for plunge with work feed along
a tool axis, peck drilling and also direct drilling on a small depth.
Corner
radius R, mm
Insert diam. D, mm
12 16 20 25
1
1.5
2
3
4
5
6
Table 52 BALLPLUS Toroidal Milling Inserts

Milling Tools
74
STARTING CUTTING DATA
In general, starting cutting data for the BALLPLUS toroidal tools is defined in the same way as
for the MULTI-MASTER toroidal mills. Again, the similar considerations take place for the cases
when correlation due to chip thinning or substantial difference between a nominal and an effective
diameter should be taken into account.
Equations (8) and (13) specify programmed feed per tooth fz. Table 53 contains values of basic
starting feed fzo needed for calculations. Table 54 shows appropriate values of the chip thinning
factor.
In rough and semi-finish milling, if the BALLPLUS toroidal tools machine plain surfaces, the width
of cut is normally (0.6…0.7)×D, where D - the diameter of a tool, and the depth of cut –
(0.08…0.15)×D (needless to say that in any case the depth of cut shall not exceed the corner
radius of the applied insert). Under such conditions the tool performs with high productivity and
ensures good insert life.
In finish milling, the machining allowance is usually no more than 0.12×D for pre-hardened steel,
0.08×D for steel with hardness HRC 45…49 (material group 38.1), 0.06×D for HRC 50…55 (group
38.2) and 0.05×D for HRC 56…63 (group 39).
As is the case with the MULTI-MASTER toroidal heads, Table 51 is intended for rating starting
cutting speed Vc. In the same manner, the values should be reduced by 20-30% if the operation
conditions are estimated as unstable.
ISO Class
DIN/ISO 513
Material
Group*
fzo for D, mm
12 16 20 25
P
1-4 0.18 0.19 0.21 0.23
5 0.16 0.17 0.19 0.21
6, 7 0.14 0.15 0.16 0.18
8, 9 0.13 0.14 0.15 0.16
10 0.11 0.12 0.13 0.14
11 0.1 0.11 0.12 0.13
M
12, 13 0.11 0.12 0.13 0.14
K
15-16 0.18 0.19 0.21 0.23
17-18 0.16 0.17 0.19 0.21
H
38.1 0.07 0.07 0.08 0.1
38.2 0.06 0.06 0.07 0.08
39 0.04 0.04 0.05 0.06
Table 53 BALLPLUS Toroidal Tools: Basic Feed fzo, mm/tooth
*
ISCAR material group in accordance with VDI 3323 standard

Milling Tools
Die and Mold
75
Example
In a die-making shop mill HCE D25-A-L170-C25 with insert HTR D250-R5.0-QF IC908 planned to
be applied for rough milling of a mold insert cavity. The cavity material is stainless steel AISI 420F.
The proposed cutting parameters are as below: the depth of cut – 2.5 mm, the width of cut –
17 mm. A rigid machine tool performs milling; and the cavity is properly secured in the workholding
fixture of the machine tool. Find the programmed spindle speed and feed.
Basic feed for tooth fzo for groups 12-13 is equal to 0.14 mm/tooth (Table 53), chip thinning factor
KTH for 25 mm dia. insert, 5 mm corner radius and 2.5 mm depth of cut (Table 54) – 1. Hence, the
programmed feed will be 0.14 mm per tooth.
In accordance with Table 51 the recommended starting speed is 120 m/min. Effective diameter
De=25-2×5+2×√(2×2.5×5-2.5²)=23.7 (mm) that contains ~95% of the insert nominal diameter
(25 mm). Therefore, the spindle speed can be calculated with the reference to the nominal
diameter and it will be 1000×120/(π×25)=1528 (rpm). Correspondingly, the feed speed becomes
0.14×2×1528=427.8 (mm/min).
Table 54 Chip Thinning Factor KTH for BALLPLUS Toroidal Inserts with
Nominal Diameter D and Corner Radius R
ap/D
D=12 D=16 D=20 D=25
ap R3 R4 ap R3 ap R3 R4 ap R3 R4 R5 R6
0.01 0.12 3.2 3.6 0.16 2.8 0.2 2.4 2.9 0.25 2.2 2.6 2.9 3.1
0.02 0.24 2.2 2.2 0.32 2 0.4 1.8 2.1 0.5 1.6 1.9 2.1 2.2
0.05 0.6 1.4 1.7 0.8 1.3 1 1.2 1.3 1.25 1.1 1.2 1.3 1.5
0.1 1.2
.1
1.3 1.6 1 2 1 1 2.5 1 1 1 1.1
0.15 1.8
1
1.1 2.4 1 3 1 1 3.75 1 1 1 1
0.2 2.4 1 1.1 3.2 — 4 — 1 5 — 1 1 1
Fig. 20
α°
Fv
Ap ≤ R
R
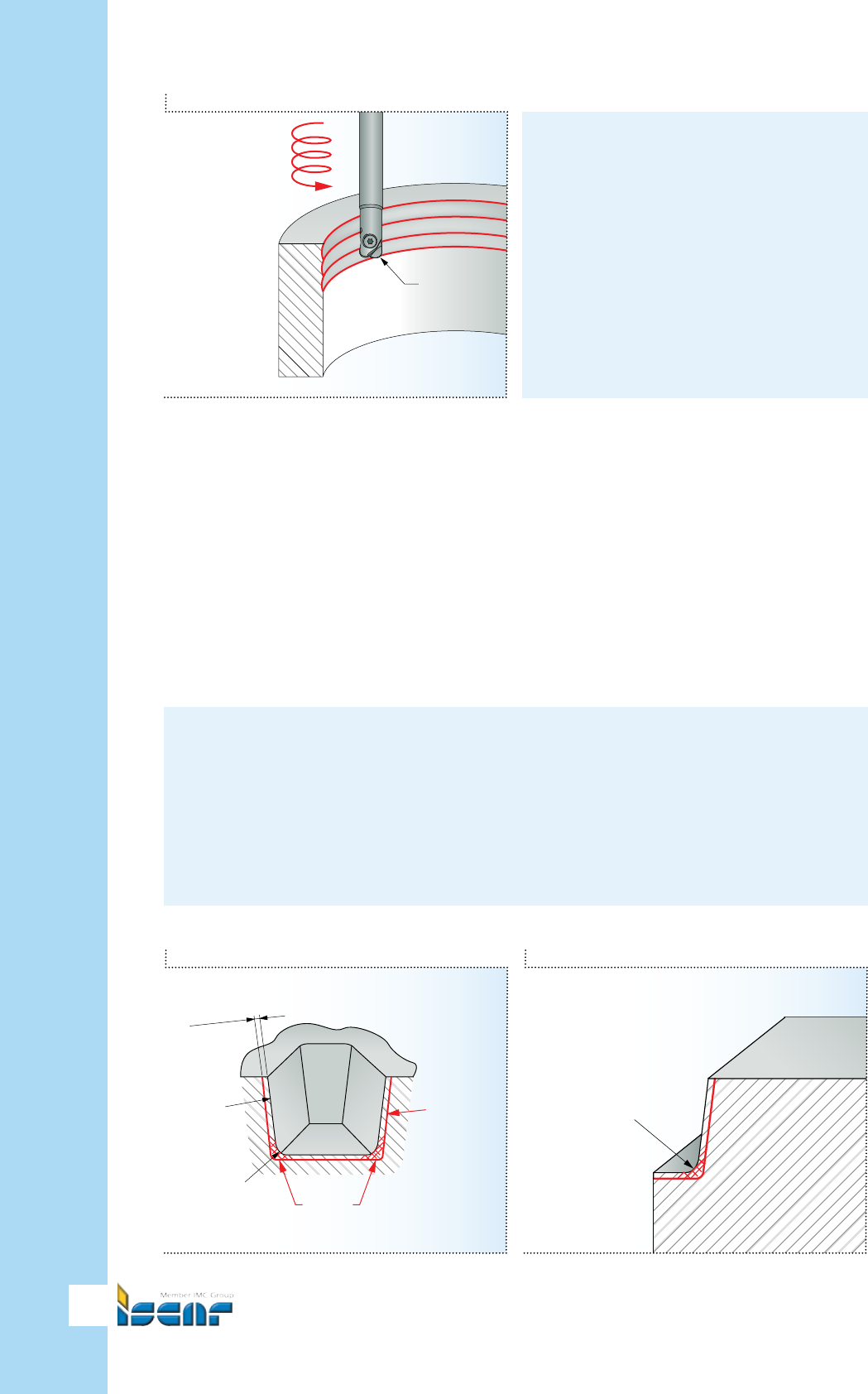
Milling Tools
76
Fv
R
Ap ≤ R
Profile after
operation
Allowance
increase
∆
Machining
allowance
Pre-shaped
profile
Fillet
Fillet
Fig. 21
Fig. 22 Fig. 23
Toroidal cutting profile and rampdown milling
Toroidal milling tools can be used in
rampdown milling applications whether linear
ramping or ramping by helix (helical
interpolation).
For each of these ramping techniques a depth
of cut should be no more that the corner
radius of a head, an insert or a solid tool
(Fig. 20, 21).
Obviously, such is true also for milling
by circular interpolation.
Marking the end of the chapter devoted to the toroidal tools, we can emphasize
the following points:
• Toroidal tools are suitable for milling plane and contoured surfaces.
• Toroidal tools feature successful performance in face milling, helical and circular
interpolation and plunging. Within certain limits they operate in linear ramping and peck drilling.
• Toroidal tools allow for substantial improvement in feed speed due to chip thinning effect and thus
considerably reduces cycle time.
• The cutting profile of the toroidal tools has no point where the cutting speed will be zero during
machining that gives convincing advantages - in comparison with ball nose cutters, for instance,
and ensures smooth face milling with large width of cut.
• Such versatility and the sources of improving productivity determine the toroidal tools as
exceptionally widespread in die and mold making for various applications from rough to
finish milling, especially in machining cavities and faces.
Unexpectedly too large machining allowance
One of the most popular applications of toroidal tools is machining cavities by helical interpolation.
A cavity may already be pre-shaped by casting or pre-machined. In this case the bottom of a cavity
is connected with its walls by a fillet; and a machining allowance (material stock to be removed) for
the filleted area increases. That may be problematic or even fatal for the tool (Fig. 22).
Therefore, in spite of impressive self-tuning possibilities of modern CNC machine tools with adaptive
control always take the above into consideration and check thoroughly the machined shape and
corresponding cutting data. In addition, the same picture may occur when machining outer
surfaces (a punch, for instance) (Fig. 23).

Milling Tools
Die and Mold
77
3.2. Tools for High Feed Milling (HFM)
The notes regarding cutting edge angles in the section devoted to milling plane surfaces
and especially the chip thinning phenomenon considered in the previous chapter are a good
introduction to the main principle of high feed milling. As was shown, a shallow depth of cut
combined with an appropriate cutting geometry allows for considerable increase in feed per tooth.
In addition, such a combination minimizes the radial component of a cutting force and maximizes
its axial component. Therefore, the resultant force of the components acts towards the spindle axis
of a machine tool. As consequence, it causes substantial vibration reduction and correspondingly,
stability of milling.
One would think, the toroidal tools can be a good solution for HFM. However, they have limited
application for this method. First of all, even if a depth of cut remains be shallow, its slight increase
may noticeably change the cutting edge angle, especially for the round inserts of small diameters
or the toroidal milling heads, solid carbide tools or one-insert tools with small corner radii (Fig. 24).
Further, an insert or a tooth produces a relatively narrow cut in such cases (W1 and W2 in Fig. 24).
However, if the cutting edge will be an arc of a great cycle (Fig. 25), the limitations above
will be overcome.
χ
2
ap2
χ
1
W1
W2
ap1
W1
ap2
W2
ap1
χ
2
χ
1
ap2
W1
W2
ap1
χ
2
χ
1
Fig. 24
Fig. 25

Milling Tools
78
In the past, the classical approach for rough milling dictated using as large-sized cutter as
possible and required corresponding powerful machine tools. Today HFM leads to the same
result that is reached by much smaller sized tools. No wonder many machine tools for HFM have
spindles with a #40 taper, which can be enough for properly securing HFM tools and good
operational performance.
Generally HFM relates to rough milling operations, but it can substantially reduce overall machining-
cycle time. First of all, it allows for fast material removal, due to considerably increased feed
rates. Second, the cutting force acting mainly towards to the spindle axis minimizes vibrations
and enables stable rough milling at high overhangs – the property of the utmost importance
for machining die cavities, punches and rams. Third, shallow depth of cut makes it possible to
produce the contour that will be very close to the final shape and thus diminish or even eliminate
semi finishing. All these features make HFM a significant time saver.
HFM is especially effective for machining die cavities or recesses by helical interpolation, principally
if they have sufficiently large sizes. Naturally, HFM technique is successfully applied to rapid
production of large-diameter holes directly from solid, or enlarging a previously made hole.
In the case of a blind hole, the hole bottom will be flat. Moreover, the same HFM tool can produce
holes of different diameters. In addition to the mentioned advantages, a HFM tool has far less
contact with a cavity wall in contrast with a toroidal tool. In milling cavities by helical interpolation,
the toroidal tool, working even at shallow depth of cut, comes in contact with the cavity material at
increased area after some passes (Fig. 26), that caused vibrations and instable cutting.
However, the feed drive of a machine tool used for HFM should correspond to the required feed
rates and be equipped by appropriate CNC devices. Further, rapid acceleration and slowing down
combined with quickly changed working trajectories cause more intensive wear of the machine’s
moving parts such as guideways, feed screws, bearings, etc. Therefore, the concept of today’s
machining centers takes these factors into consideration; and machine tool builders produce the
machine tools intended especially for HFM die and mold parts.
Fig. 26: 1
st
pass
Fig. 26: 3
rd
pass Fig. 26: 4
th
pass
Fig. 26: 2
nd
pass

Milling Tools
Die and Mold
79
HFM and “old-type” CNC machine tools
Is the HFM method suitable for “old-type” CNC machine tools with spindle speeds
normally 6000-7000 rpm? These machines are still common in many die and mold shops.
The answer is generally “yes” because the typical feed drive of the machine ensures necessary
feed rates; and the mentioned values of the spindle speed are enough for rough milling of most
die and mold materials. In HFM, the key for high material removal is incresed feed per tooth,
combined with normal cutting speed at shallow depth of cut.
Originally the HFM tools were indexable milling cutters of relatively large nominal diameters. The
replaceable inserts carried by the tools traditionally had trigon or quadrihedral shapes (Fig. 27).
A cutting edge of the insert basically was an arc or two arc chords (correspondingly profiles 1
and 2 in Fig. 28). The progress in multiaxis CNC grinding and sharpening machines allowed for
production of very complicated cutting geometries in tools of different, even small sizes. Eventually
the HFM tools not only improved the shape of their inserts but were replenished by solid tools and
interchangeable heads of less nominal diameters. Such a second birth of the HFM tools was very
important for the die and mold industry; and since that moment the HFM technique is applied to
roughing face surfaces or relatively large-sized shapes, as well as to various profiles of medium to
small dimensions.
ISCAR’s HFM line comprises families of indexable milling tools, solid carbide endmills and
interchangeable MULTI-MASTER heads (the latter are intended for mounting in the
MULTI-MASTER shanks)
Fig. 27
Fig. 28
Fig. 30
1
2
Fig. 29

Milling Tools
Table 55 Main Tool Families for HFM
80
*
Number of flutes for solid carbide mills and MULTI-MASTER heads
Family Type
Tool
configuration
Range of
diameters,
mm
No. of insert
cutting edges
Tool (shank)
designation
Insert (head)
designation
HELIDO UPFEED Indexable
Shell mills 40-125
6
FF FWX…
H600 WXCU…
Shank-type mills 16-40 FF EWX…
FLEXFIT adaptation 20-40 FF EWX…M…
MULTI-MASTER
adaptation
16-20 FF EWX…MMT…
FEEDMILL Indexable
Shell mills 40-125
3
FF FW…
FF WO…
Shank-type mills 25-40 FF EW…
CLICKFIT adaptation 25-40 FF EW…CF…
FLEXFIT adaptation 25-40 FF EW…M…
16FEEDMILL Indexable Shell mills 80 16 FF NM… ONMU…
FEEDMILL Solid Solid carbide endmills 6-20 4* EFF S4…
MULTI-MASTER
Solid
heads
Assembly: shanks 10-25 2*
MM…
MM FF…
with replaceable heads 8-25 4* MM EFF…
In accordance with the cutting geometry, there are two types of the HELIDO UPFEED inserts:
T and HP. The T-type is designed for milling steel and cast iron, while the HP-type relates mostly to
machining austenitic stainless steel and high temperature alloys. The T-type inserts have “I” marks
on their top surfaces for visual identification (Fig. 30).
Referring to HFM, the die and mold industry is generally concerned with steel workpieces.
Hence, the T-type inserts are more common there; however, the HP-type inserts are also used for
manufacturing parts from corresponding materials.
Run faster
Two letters FF in the designation of ISCAR tools, inserts or heads for HFM means “Fast Feed”.
Run faster at fast feed for high productivity in rough milling operations!
3.2.1. Indexable Tools for HFM
FEEDMILL, the first-ever family of indexable tools, produced by ISCAR, feature the trigon inserts
clamped in the tool body. The inserts have a cylindrical protrusion at their bottom, which when
mounted into the corresponding hole of the insert pocket provides very rigid clamping, absorbing
most of the forces usually exerted on the clamping screw (Fig. 29).
The quest for excellence of the HFM tools led to combining the HELIDO’s strength and
FEEDMILL’s geometry, creating the HELIDO UPFEED family with the trigon double-sided inserts
that feature 6 cutting edges (Fig. 30). The insert is secured into a dovetail inclined pocket, which
provides very firm clamping. A cutting edge of the insert comprises two sections: the major (main
or external) cutting edge and the minor (internal) cutting edge. This configuration improves a tool
performance especially in rampdown milling, when the minor cutting edge plays a key role (Fig. 31).
For better chip formation, the insert rake face portion adjacent to the major edge is convex; and the
portion adjoining the minor edge – concave.
The mentioned advantages of the HELIDO UPFEED family allows effective rough milling at very
high feeds for high metal removal. Tools of the family have a 17° cutting edge angle and are
available in different configurations: shell mills, mills with shanks and milling heads for
various adaptations.

Milling Tools
Die and Mold
81
Radius for programming
In CNC programming, an HFM tool is often specified as a milling cutter with a corner radius.
The radius that is called as “radius for programming (R in Fig.32), relates to reference data and
can be found in ISCAR catalogs and technical leaflets. The radius defines the maximal thickness
of a cusp – a mismatch produced by such specification (correspondingly t in the same figure).
∝
A
A
A-A
Minor cutting edge Major cutting edge
Rotated and enlarged
Fig. 31
Starting Cutting Data
a) Depth of Cut Ap
Table 56 shows the depth of cut ranges, depending on the sizes of H600 WXCU…T inserts for
HELIDO UPFEED FF… milling tools.
Insert
size
Insert
designation
Ap, mm
min. max.
04 H600 WXCU 04…T 0.2 0.8
05 H600 WXCU 05…T 0.25 1
08 H600 WXCU 08…T 0.4 2
D1
R
t
Fig. 32
Table 56 Depth of Cut Ap for FF… Tools with H600 WXCU…T Inserts

Milling Tools
82
Stepdown
Cusp
D1
Ae>D1
ae>Ap
Fig. 33
b) Width of Cut Ae
It is strongly recommended that a width of cut be no more than diameter D1 in order to prevent
tooth overloading, because of excess machining allowance in cusps produced on the further
passes after stepdown (Fig. 33).
c) Starting Feed Per Tooth fz
Normally, feeds per tooth for the majority of die and mold materials lay within the values shown in
Table 57.
The values are enough for quick estimation of a feed per tooth and give satisfactory results when
applied. More precisely, the feed fz can be defined with Table 58. For poor workholding, high
overhang, milling near thin walls and in other cases of non-sufficient operational stability,
the table data should be reduced by 30%.
Insert
size
Insert
designation
Feed Fz,
mm/tooth
04 H600 WXCU 04…T 0.4…1
05 H600 WXCU 05…T 0.5…1.5
08 H600 WXCU 08…T 0.6…2
Table 57 Commonly Occurring Feeds for FF… Tools with H600 WXCU…T Inserts
Table 58 Average Starting Feed fzo for FF… Tools with H600 WXCU…T Inserts
ISO
Class
DIN/ISO 513
Workpiece material
Feed fzo, mm/tooth for FF…tools
Type
Material
Group*
with H600 WXCU…T… Inserts**
H600 WXCU 04 H600 WXCU 05 H600 WXCU 08
P
Plain carbon
steel
1-4 1 1.3 1.7
5 1 1.3 1.6
Alloy steel
and
tool steel
6, 7 1 1.2 1.5
8, 9 0.9 1.2 1.4
10 0.8 1.1 1.3
11 0.7 1 1.2
M
Martensitic s.s. 12, 13 0.9 1.2 1.4
K
Grey cast iron 15-16 1 1.3 1.6
Nodular cast iron 17-18 0.8 1.1 1.3
H
Hardened steel
38.1 0.4 0.5 0.6
38.2 0.3 0.3 0.4
*
ISCAR material group in accordance with VDI 3323 standard
**
In case of machining in unstable conditions, the starting feed should be reduced by 30%
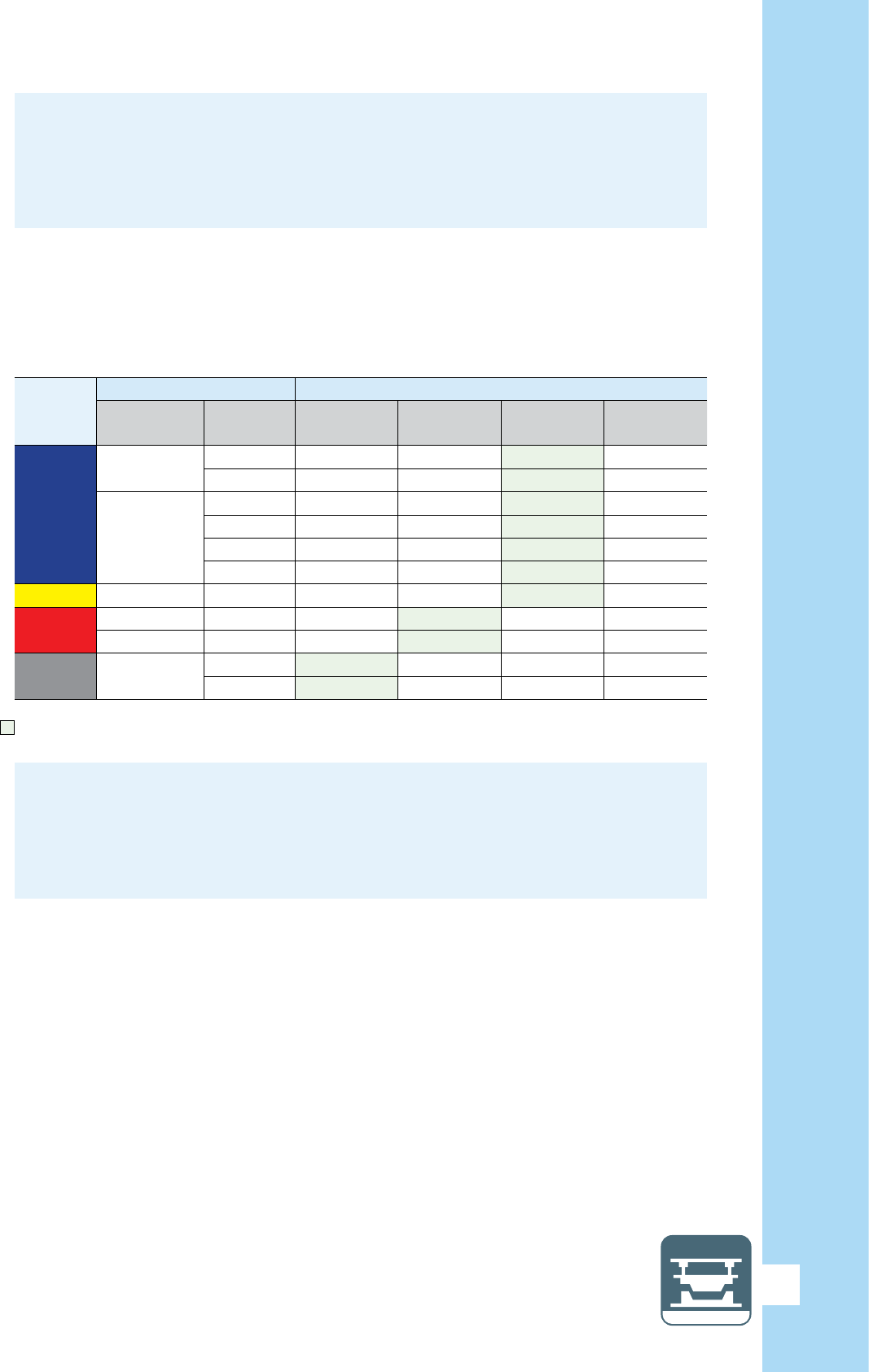
Milling Tools
Die and Mold
83
* ISCAR material group in accordance with VDI 3323 standard
– Recommended carbide grade
d) Starting cutting speed Vc
Table 59 comprises the averaged values of starting cutting speed Vc in relation to the insert
carbide grades. If the cutting conditions are estimated as unfavorable (high overhang, poor work-
or toolholding, etc.) the values should be reduced by 20-30%.
Example
In order to cut cycle time for forging die manufacturing, a process planner decided to apply face
mill tool FF FWX D080-06-32-08 with inserts H600 WXCU 080612T IC830 for rough milling a
plane surface of a large-size block. The block material is AISI/SAE D2 tool steel, HB 190…210.
The machining conditions can be estimated as stable: a machine tool with powerful main and feed
drives, proper workholding, and short overhang of the tool.
Table 59 FF… Tools with H600 WXCU…T Inserts: Starting Cutting Speed Vc
Particular care: ramping down directly to solid
Starting high feed milling of cavities and pockets, an HFM tool performs the first cut by ramping down
to a solid workpiece and then starts profile milling by helical interpolation. Keep in mind that in case,
when the tool cuts downward, ramps to material, demands reduced feed per tooth; and the values
shown in Table 58 should be decreased by 30-40%. Additionally, it is recommended to reduce the
maximal depth of cut that is specified in Table 57 by 20%.
Depth of cut: work for maximum
The cutting edge angle of a FF tool with H600 inserts is practically consistant (17°) along the main
cutting edge of an insert mounted in the tool. Therefore, reducing a depth of cut does not cause the
chip thinning effect and does not allow for inscreasing feed per tooth and then run faster.
If your machine has enough power and workholding is rigid, work for maximal depth of cut –
you gain cycle time and reach higher productivity.
ISO Class
DIN/ISO 513
Workpiece material Vc, m/min for Grades
Type Mat. group* IC808 IC810 IC830 IC330
P
Plain carbon
steel
1-4 150 150 150 135
5 150 140 135 125
Alloy steel
and
tool steel
6, 7 150 135 125 120
8, 9 150 130 120 115
10 130 125 115 110
11 120 120 115 100
M
Martensitic s.s. 12, 13 120 120 120
K
Grey cast iron 15-16 200 220 220
Nodular cast iron 17-18 180 200 200
H
Hardened steel
38.1 80 70
38.2 60 50

Milling Tools
84
Assuming that calculations show that the machine has enough power, the current manufacturing
conditions allow the proposed maximal depth of cut (refer to remark “Depth of cut: work for
maximum”) 2 mm (Table 56).
The material relates to material group No.10. Starting feed fz=1.3 mm/tooth (Table 58), starting
cutting speed Vc=115 m/min (Table 59).
Width of cut Ae=62 mm - refer to above paragraph b) “Width of cut Ae” and catalog data of the
chosen tool (D1=64 mm).
Spindle speed N=1000×115/(π×80)=458 (rpm).
Feed speed V
F
=1.3×6×458=3572 (mm/min).
Metal removal rate Q≈1.3×62×3572=287.9 (cm
3
/min).
3.2.2. MULTI-MASTER milling heads and solid carbide
endmills for HFM
There are two groups of the MULTI-MASTER heads for HFM: two-flute MM FF… heads of the
“economy” type and multiflute MM EFF… heads with cutting geometry similar to the FEEDMILL
solid carbide endmills. General data regarding these heads and solid endmills is shown in Tables
60 and 61.
Particular care: milling full slot
If the HFM technique is applied for rough milling a full slot, starting feeds and cutting speeds
recommended in Tables 58 and 59 should be reduced by 30%.
Table 60 Number of Flutes Z and Maximal Depth of Cut Apmax for MULTI-MASTER
Heads and Solid Carbide Endmills Intended for HFM
Type Designation
Number
of flutes Z
Apmax, mm, for nom. diam. D, mm
6 8 10 12 16 20 25
MULTI-MASTER MM FF… 2 0.6 1 1.1 1.5
MULTI-MASTER MM EFF… 4 0.4 0.5 0.6 0.8 1 1.2
S.C. Endmills EFF… 4 0.3 0.4 0.5 0.6 0.8 1
Versatility of cutting tool (2) and …cutting insert
ISCAR offers the customer inserts that when mounted into the existing tools, they turn these tools
into HFM cutters. Inserts OFMW…FF that are intended for the HELIOCTO family and inserts ADKT…
FF, ADCT … FF and APKT …FF, which are designed for the HELIMILL family, expand the application
ranges of the mentioned lines for high-efficiency rough milling using the HFM method. The inserts
do not require any new tools and are secured into pockets of the standard tools of the families.
Further, face mill FF NM D080-06-27-R08 with 80 mm nominal diameter carries standard 16-edged
insert ONMU 0806…. The insert orientation features similar capabilities to HFM tools. By using the
tool in rough face milling, the material removal rate can be increased by 1.5 to 2 times, when
compared with the standard tool with this insert. By the way, due to its 16 cutting edge insert
ONMU 0806…is a winning economical solution for high feed milling of large-sized plane surfaces.
The ISCAR main catalog and technical leaflets contain necessary information regarding these
solutions based on the principle of versatility, where the right combination of indexable tools and
inserts result in new positive results.

Milling Tools
Die and Mold
85
Designation
Max. Aemax, mm, for nom. diam.D, mm
6 8 10 12 16 20 25
MM FF… heads 7.7 9.1 13.6 17.5
MM EFF… heads
and EFF… endmills
4.5 6.1 7.7 9.1 12.5 15.5 19.5
A more accurate estimatwe for depth and width of cut with respect to a workpiece material can
be obtained from Tables 62-64. The tables contain average values that work well when applied to
defining starting cutting data.
Table 61 Maximal Width of Cut Aemax* for MULTI-MASTER Heads and
Solid Carbide Endmills Intended for HFM
Table 62 MULTI-MASTER Heads MM FF…: Average Depth of Cut Ap, mm
Table 63 S.C. Endmills EFF… and MULTI-MASTER Heads MM EFF…:
Average Depth of Cut Ap, mm
*
With the assumption that the depth of cut is Apmax, shown in Table 60
ISO Class
DIN/ISO 513
Material Group
*1
Relation
Ap for D, mm
10 12 16 20
P
1-9 ~0.06 D 0.6 0.7 1 1.2
10-11 0.05 D 0.5 0.6 0.8 1
M
12, 13 0.05 D 0.5 0.8 0.8 1
K
15-18 Apmax 0.6 1 1.1 1.4
H
38.1
*2
~0.045 D 0.4 0.5 0.7 0.9
38.2
*3
~0.03 D 0.3 0.4 0.5 0.6
39
*4
~0.02 D 0.2 0.25 0.3 0.4
*
1
ISCAR material group in accordance with VDI 3323 standard
*
2
HRC 45-49
*
3
HRC 50-55
*
4
HRC 56-63
*
1
ISCAR material group in accordance with VDI 3323 standard
*
2
HRC 45-49
*
3
HRC 50-55
*
4
HRC 56-63
ISO Class
DIN/ISO 513
Material Group
*1
Relation
Ap for D, mm
6 8 10 12 16 20 25
P
1-9 ~0.045 D 0.3 0.35 0.45 0.55 0.75 0.9 1.1
10-11 ~0.04 D 0.25 0.3 0.4 0.5 0.65 0.8 1
M
12, 13 ~0.04 D 0.25 0.3 0.4 0.5 0.65 0.8 1
K
15-18 Apmax 0.3 0.4 0.5 0.6 0.8 1 1.2
H
38.1
*2
~0.035 D 0.2 0.25 0.35 0.45 0.6 0.7 0.9
38.2
*3
~0.03 D 0.2 0.25 0.3 0.4 0.5 0.6 0.75
39
*4
~0.02 D 0.1 0.15 0.2 0.25 0.3 0.4 0.5

Milling Tools
86
ISO Class
DIN/ISO 513
Material Group
*2
Relation
Ae for D
6 8 10 12 16 20 25
P
1-9 ~0.7 D 4 5.5 7 8.5 11.5 14 17.5
10-11 ~0.6 D 3.5 4.5 6 7 9.5 12 15
M
12, 13 ~0.6 D 3.5 4.5 6 7 9.5 12 15
K
15-18 ~0.7 D 4 5.5 7 8.5 11.5 14 17.5
H
38.1
*3
~0.45 D 2.5 3.5 4.5 5.5 7 9 11
38.2
*4
~0.3 D 2 2.5 3 3.5 4.5 6 7.5
39
*5
~0.25 D 1.5 2 2.5 3 4 5 6
Particular care: milling full slot
Speaking about application of the solid carbide endmills and the MULTI-MASTER heads intended
for HFM, it should be noted that all additional limitations regarding table values of starting cutting
data considered for HELIDO UPFEED cutters are also valid here:
• Reduce feed by 30% in case of poor stability
• Decrease feed by 30-40% and maximal depth of cut by 20% for ramping down to solid
• Reduce feed and cutting speed by 30% when milling full slot
Table 64 MULTI-MASTER Heads MM FF…/MM EFF… and
S.C. Endmills EFF…: Average Width of Cut Ae, mm
*1
Table 65 MULTI-MASTER Heads MM FF…/MM EFF… and
S.C. Endmills EFF…: Starting Speed Vc, m/min
*
1
With reference to depth of cut, Ap shown in Table 63
*
2
ISCAR material group in accordance with VDI 3323 standard
*
3
HRC 45-49
*
4
HRC 50-55
*
5
HRC 56-63
*
ISCAR material group in accordance with VDI 3323 standard
ISO Class
DIN/ISO 513
Material Group* Vc, m/min
P
1 180
2-4 160
5-6 150
7-9 140
10 130
11 120
M
12, 13 120
K
15-16 180
17-18 160
H
38.1 100
38.2 80
39** 60

Milling Tools
Die and Mold
87
Table 67 S.C. Endmills EFF… and MULTI-MASTER Heads MM EFF…:
Starting Feed fzo, mm/tooth
Table 66 MULTI-MASTER Heads MM FF...: Starting Feed fzo, mm/tooth
ISO Class
DIN/ISO 513
Material Group
*1
Relation
Ap for D, mm
10 12 16 20
P
1-9 ~0.06 D 0.6 0.7 1 1.2
10-11 0.05 D 0.5 0.6 0.8 1
M
12, 13 0.05 D 0.5 0.8 0.8 1
K
15-18 Apmax 0.6 1 1.1 1.4
H
38.1
*2
~0.045 D 0.4 0.5 0.7 0.9
38.2
*3
~0.03 D 0.3 0.4 0.5 0.6
39
*4
~0.02 D 0.2 0.25 0.3 0.4
*
1
ISCAR material group in accordance with VDI 3323 standard
*
2
HRC 45-49
*
3
HRC 50-55
*
4
HRC 56-63
Tables 65-67 show recommended values for starting cutting speed and feed per tooth.
Example
In a mold making shop there is a part to be machined by four-flute solid carbide endmill EFF-S4-12
045/34C12R2.0M. The part material is AISI P20 mold steel, HRC 32…35. The operational
stability is good enough.
Find starting cutting data.
The tool diameter is 12 mm. The material relates to material group No.6. Define the depth of cut
as 0.55 mm (Table 63) and the width of cut as 8.5 mm (Table 64).
The starting cutting speed is 150 m/min (Table 65) and the starting feed is 0.48 mm/tooth
(Table 67).
Calculations:
• Spindle speed 1000×150/(π×12)=3980 (rpm)
• Feed speed 0.48×4×3980=7641.6 (mm/min)
• Approximately metal removal rate 0.55×8.5×7641.6/1000=35.7 (cm
3
/min)
ISO Class
DIN/ISO 513
Material Group
*1
fzo, for D, mm
6 8 10 12 16 20 25
P
1-4 0.35 0.48 0.57 0.67 0.75 0.9 1
5 0.33 0.43 0.5 0.57 0.65 0.75 0.87
6, 7 0.28 0.33 0.4 0.48 0.57 0.67 0.78
8, 9 0.25 0.3 0.35 0.43 0.52 0.6 0.7
10 0.22 0.28 0.33 0.38 0.48 0.57 0.67
11 0.2 0.25 0.3 0.35 0.43 0.52 0.62
M
12, 13 0.25 0.3 0.35 0.43 0.52 0.6 0.7
K
15-16 0.34 0.45 0.52 0.6 0.7 0.8 0.9
17-18 0.3 0.38 0.45 0.52 0.6 0.7 0.8
H
38.1
*2
0.16 0.2 0.25 0.33 0.4 0.48 0.55
38.2
*3
0.12 0.16 0.22 0.3 0.38 0.45 0.52
39
*4
0.1 0.12 0.16 0.16 0.2 0.2 0.25
*
1
ISCAR material group in accordance with VDI 3323 standard
*
2
HRC 45-49
*
3
HRC 50-55
*
4
HRC 56-63
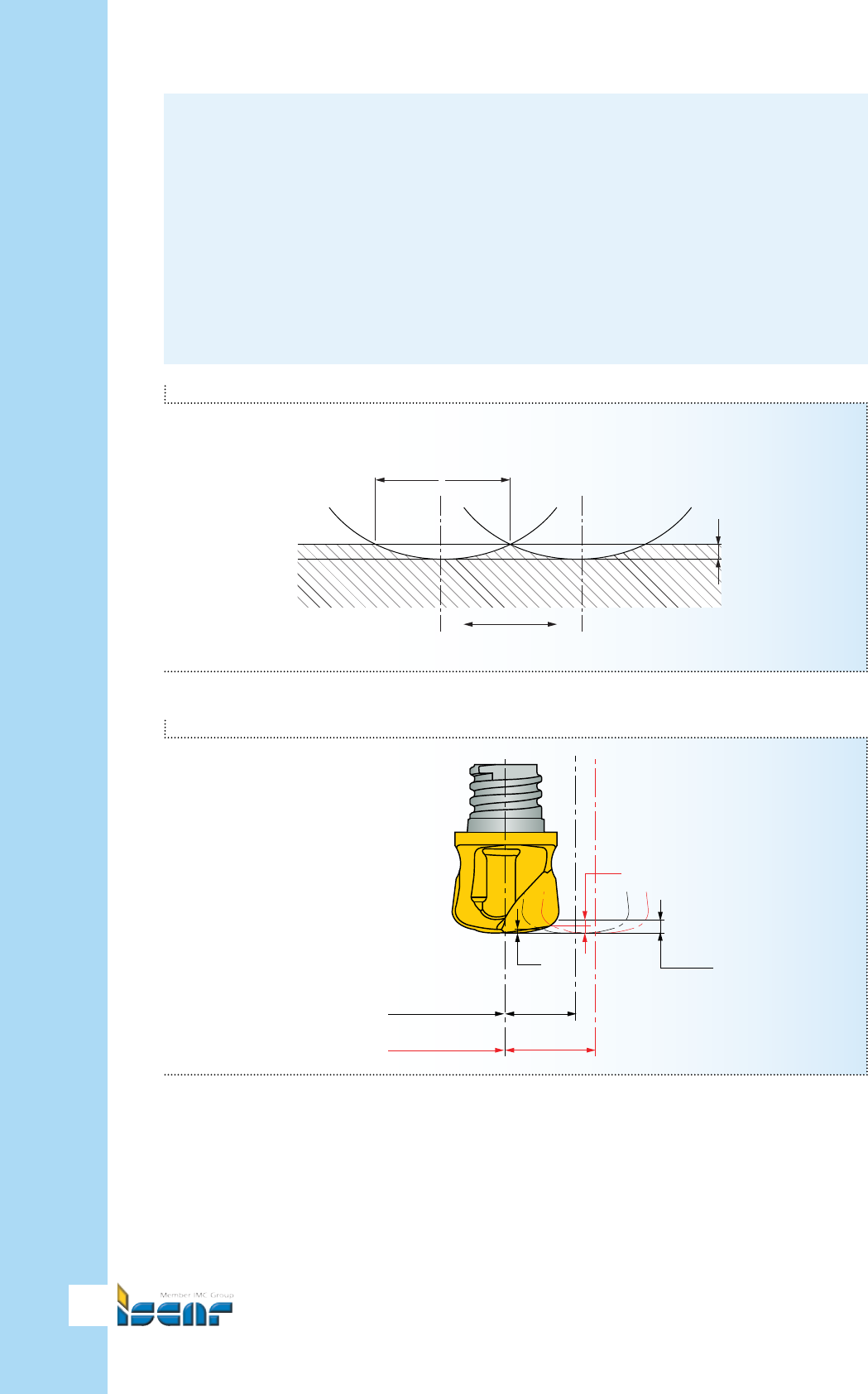
Milling Tools
88
t
a
pmax
Stepover max
Stepover
≤
t
Fig. 34
apmax
Stepover 1
Stepover 2
h
1
apmax
h2
Fig. 35
Depth of cut and stepover (pick feed)
In HFM with stepover passes, the depth of cut and the stepover are interrelated quantities.
Because the cutting edge of a EFF solid carbide endmill or a MM FF/EFF milling head actually
is an arc of large-diameter circle, the maximal stepover is limited by chord length t defined by depth
of cut ap (Fig. 34). Therefore, the width of cut in Tables 61 and 64 specifies the values that are not
recommended to exceed when the depth of cut is defined by corresponding data in Tables 60, 62
and 63. If not, the produced cusp shape can lead to the tool (head) overloading in further milling
with stepdown. It is clear that decreasing the stepover reduces the cusps (Fig. 35) and improve
surface condition.
Generally, in machining large-sized, mostly plane, surfaces with an allowance no more than the
recommended depth of cut, HFM with maximal corresponding width of cut will be the most
productive. In case when the allowance is divided between stepdown passes, the stepover
definition requires more careful examination, in order to avoid overload after stepdown.

Milling Tools
Die and Mold
89
SR... SR... SR...
Fig. 36
3.3. Ball nose milling tools
A ball nose milling tool has a ball-shaped (spherical) cutting edge. This means that the cutting edge
is a part of a sphere (Fig. 36). Nothing other than a ball has the common normal to a surface; and
actually only a spherical cutting tool can ensure theoretical pinpoint contact with a required 3-D
surface. Thus the tool does not cause deformation of the needed shape while milling (Fig. 37).
The die and mold industry feature no lack of complex shaped parts - the ball nose milling tools
excellently meet the requirements for machining these parts. It is little wonder when speaking
about specific features of the cutting tools in die and mold making, the reference is to the ball nose
and the toroidal cutting profiles.
In the ball nose cutters, one of the important engineering factors is the angular value of a ball-
shaped cutting edge. Usually it is 180° (hemisphere, Fig. 38); but tools with the edge more than
hemisphere (bulb-type cutters, Fig. 39), typically 220°-250°, and the edge less than hemisphere
(taper or tapered ball nose cutters, Fig. 40), basically 80°-89°, are common in die and mold
making.
The ball nose milling tools with the ball-shaped cutting edge as a hemisphere often have also a
cylindrical cutting portion. The portion allows for better surface finish, while machining near straight
walls and enables for increasing step down for milling passes (compare cases a and b in Fig. 41).
Ball mill
From time to time (especially in shoptalk of the die and mold professional environment) the ball nose
cutters are said to be “ball mills”. Such a definition should be avoided because ball mills refer to
grinding devices of the specific design principle and relate to grinding materials into powder, but
not to material removal by milling.

Milling Tools
90
Contact points
Required shape
Profile of machined workpiece
Fig. 37
180º 180º 180º
Fig. 38

Milling Tools
Die and Mold
91
ϕ>180°
ϕ ϕ
Fig. 39
ϕ<180°
ϕ ϕ
Fig. 40
a1
ae
SR
ae
SR
Cylindrical edge
Fig. 41 a Fig. 41 b

Milling Tools
92
Historical background: copy mill
In many cases the ball nose milling tools are called “copy milling cutters”, “copying style mills” or
plainly “copy mills”. These terms trace their history to not so long-ago when the contoured surfaces
were produced on conventional milling machines of a copying arrangement – the copy milling
machines. The machines, operated manually or having a follow-up drive of hydraulic, electric, etc.
type, feature the ability to follow a master model (template) and thus to generate the contoured
surfaces by cutting. As a matter of course, the copy milling machines use mainly the cutters of
ball-shaped or toroidal cutting profile that were called “copy mills” accordingly.
Introduction of the CNC machines dramatically changed the technology of generating the contoured
surfaces by cutting. In contrast to the traditional copy milling that allowed machining for the most
part 2-D profiles, modern CNC technology is capable of producing very complicated 3-D shapes
by metal cutting; and today “template”, which defines tool paths, is a computer solid model.
The model built with the use of CAD/CAM software is intended for generating corresponding
CNC programs. Therefore sometimes used terms “copy milling” and correspondingly “copy mills”,
now substantially differ from their original meanings.
The ability to generate exact, true to form surfaces is the prime advantage of the ball nose milling
tools. However, the ball-shaped cutting edge, which predetermines this important feature, has
one serious weak point: the zero velocity (and hence the zero cutting speed) of a cutter tip. That
phenomenon makes cutting near to the tip difficult. Further, the points of a ball-shaped cutting
edge lay on unequal distance from a tool axis varying from zero (the tip) to the radius of the
corresponding sphere. Such a variation means that the points cut were with different cutting
speeds. The chip thinning effect considered in the previous sections of the guide also takes
place here. The combination of unequal cutting speeds and dissimilar chip thickness leads to a
substantial difference in loading the points of the cutting edge along its profile, which makes cutting
harder and intensifies wear in the certain areas of the cutting edge.
Cutting tool engineers take into account the mentioned negative effect when designing the cutting
geometry of a ball nose tool. Additionally, machining practice advances different methods that
improve the performance of the ball nose tools and makes them more effective. For instance,
milling with a tool when its axis is not perpendicular to a machined surface (“tilting”, Fig. 42) makes
loading on the cutting edge more uniform. Another example: replacing rampdown milling (case
a, Fig. 43) on rampup milling (case b, the same figure) in a machining process at once changes
the cutting conditions for the better. Under the same programmed spindle speed and feed in
case a), the most stressed portion of the cutting edge is the area near the cutter tip that features
low cutting speeds; while in case b), the cutting edge area, which carries the main load, is in a
much better situation when a more acceptable cutting speed corresponds to this area. Of course,
machining specific parts can demand various milling strategies; and the examples only illustrate
some particular properties associated with the ball nose cutting geometry. The correct process
planning requires taking the properties into consideration.
ISCAR carries a wide range of ball nose milling cutters of diverse types: indexable and solid, single-
insert and with interchangeable solid cutting heads. Normally these are endmills with shank and
they vary in dimensions and obtainable accuracy. In addition, the cutters of the single-insert and
indexable types are available not only as tools with integral body but in most cases as replaceable
cutting heads with a FLEXFIT or MULTI-MASTER adaptation. For the tools with integral body
(Fig.44), there are different design configurations with straight (type A) and tapered (conical) neck
(types B and D). Usually type B features an operating angle α equal to 5°, and type D –2°. Table
68 shows the most popular ISCAR families of the ball nose endmill cutters.

Milling Tools
Die and Mold
93
R
R
n
A
B
δ
∝
α°
Fig. 42
Fig. 44
Type A Type B and D
VF
a
∝
VF
a
∝
Fig. 43 a Fig. 43 b

Milling Tools
94
Family Type Diameter Range, mm*
BALLPLUS Single-insert 12…25
DROPMILL Indexable 12…50
HELIBALL Single-insert 8…10
MULTI-MASTER Interchangeable solid heads 6…25
SOLIDMILL Solid carbide
tools 0.4…25
Table 68 Ball Nose Endmill Cutters: Main Families
* For production of the standard line
Tilting action: case study
When milling with a ball nose cutter, tilting the cutter axis prevents the non-cutting effect of the
cutter tip due to its zero cutting speed.
Turn to Fig. 42. Section AB of the cutting edge performs milling operation, removing machining
allowance δ.
The cutting speed within the section is directly proportional to a distance from a point of the section
to the cutter axis and it is minimal in point A. The cutting speed has a maximum in the point spaced
on distance R from the axis, where R – the radius of the cutter sphere. The distance from point A to
the axis can be found as R∙sinα, where α – a tilting angle.
It is not difficult to see that if the angle is 5°, the cutting speed in point A is approximately 9% of
the maximum, if 10° - 17%; and for the angle 15° the speed is already 26% of the maximum.
Starting Cutting Data and Tool Selection
As already stated, the cutting speed varies along the section of a ball-shaped cutting edge that
engages directly in milling. Due to the chip thinning effect the chip thickness also varies within the
section. A correctly selected milling method demands removing most of a machining allowance by
the area with the possibly maximal cutting speed. Compare, for example, the mentioned cases a)
and b) in Fig. 43. The latter is the correct choice, while the first case shows cutting in unfavorable
conditions and should be avoided.
For a ball nose milling tool the effective cutting diameter (see the marginal note on page 58) De,
which relates to the point of the cutting edge with maximal cutting speed, can be defined from the
following equation:
De = 2 x √(D×ap-ap²)(15)
Where D – tool diameter
ap – axial depth of cut
However, the equation will not work for ramping and milling near straight walls (cases b) and c)
in Fig. 45) where the areas of the cutting edge having diameters more than De determined from
equation 15. Table 69 shows how to define the effective diameter, depending on a cutting path.

Milling Tools
Die and Mold
95
ap
De
+ V
F
n
De
V
F
n
a
α
V
F
n
De
Stepdown (ap)
a
e
Fig. 45 a Fig. 45 b Fig. 45 c
Cutting Path Case in
Fig. 45
Effective Diameter De Notes
The cutter
axis is normal to a machined surface
a) 2×√(D×ap-ap²)
Ramping, milling
inclined surfaces
b) (D-2×a)×sinα+2×√(D×a-a²) ×cosα* ≈D×sinα**
Milling straight
walls
c) D
* α - ramping angle, a - machining allowance (stock to be removed) per pass.
** The simplified equation is often used for estimating effective diameter. In many cases it gives a more or less suitable
result. Nevertheless, this equation should be applied for rough calculation only due to the truncation error that can
be a source of serious inaccuracy.
Be accurate with effective diameter
In milling with ball nose cutters, especially in ramping operations, it is very important to be accurate
in computation of the effective diameter. Precise calculation leads to correct cutting action and
better performance.
Table 69 Effective Diameter for Ball Nose Milling Cutters
Example
Calculate the effective diameter for a ball nose cutter of 10 mm diameter, which is applied to
ramp up milling with a ramping angle of 30°. The machining allowance 0.4 mm should be removed
by one pass.
In accordance with Table 69 (case b) in Fig. 45):
De=(10-2×0.4)×sin30°+2×√(10×0.4-0.4²) ×cos30°=7.99 (mm) ≈8 mm.
By comparison, the simplified equation will give 10×sin30°=5 (mm) - the truncation error is 37.5%.
If for the same cutter the ramping angle will be 10° and the allowance 2 mm, calculated effective
diameter De=(10-2×2)×sin10°+2×√(10×2-2²) ×cos10°=8.9 (mm), while the simplified equation
gives only 1.7 mm! The truncation error in this case reaches 80%!
On the contrary, for 70° ramping with a 25 mm diameter ball nose cutter with a 1 mm allowance
De=(25-2×1)×sin70°+2×√(25-1) ×cos70°=24.96 (mm) ≈25 mm; and in accordance with the
simplified equation - 25×sin70°=23.5 (mm).
The truncation error here is only 6% and that is totally acceptable.
One can easily see that equation (15) is nothing but a particular case of the formula for the effective
diameter of a ball nose milling cutter in ramping applications and is simply obtained from the latter
by substitution zero value for angle α.

Milling Tools
96
ap
fz
hm
Fig. 46
The ball-shaped (spheric) cutting edge is the cause of chip thinning (Fig. 46). Just as the milling
tools with toroidal cutting profile, for a ball nose cutter the variation of the depth of cut changes the
maximal cutting angle. The chip thinning effect has been already considered in reasonable detail in
the section related to the toroidal tools; and it is not necessary to repeat it again. However it is very
important to re-emphasize that the chip thinning factor increases the programmed feed per tooth in
order to obtain the planned maximal chip thickness, shall be taken into account. The chip thinning
factor is a function of the cutter spheric diameter D and the axial depth of cut ap (Fig. 47).
Normally, chip thinning factor KTH can be found from the following equation:
KTH = 1/sin
χ
max
(16)
Maximal cutting edge angle χmax, as it follows from equation (4), is determined by
χ
max
= arccos (1-(2 x ap/D)) (4a)
Example
What feed and spindle speed should be programmed for a milling operation performed by 16 mm
diameter two-flute ball nose cutter, if the required cutting speed is 100 m/min and the expected
maximal chip thickness 0.12 mm? The axial depth of cut is 3.5 mm.
Effective diameter De=2×√(16×3.5-3.5²)= 13.2 (mm)
Correspondingly, programmed spindle n=1000×100/(π×13.2)= 2411 (rpm)
Maximal cutting edge angle χmax = arccos (1-(2×3.5/16))= 55.8°
Chip thinning factor KTH = 1/sin χmax=1/sin55.8°= 1.2
Thus feed per tooth fz=0.12×1.2= 0.14 (mm/tooth) and programmed feed speed
V
F
=0.14×2×2411= 675 (mm/min)
As a comparison, ignoring such factors as effective diameter and chip thinning results in
spindle speed n=1000×100/(π×16)= 1990 (rpm) and programmed feed speed
V
F
= 0.12×2×1990= 477.6 (mm/min). Under this programmed data, productivity of the
operation will be approximately 30% less!

Milling Tools
Die and Mold
97
ap
ap
VF
a
∝
VF
Fig. 47
In addition to equations (15) and (16), effective cutting diameter De and chip thinning factor KTH
can also be found from Table 70. Just as well, the table data is very useful for quickly estimating
cutting data.
In milling with ball nose cutters, correct feed and speed calculations should be based on the
corresponding effective diameter of a cutter and the chip thinning factor defined by application.
Leaving them out can lead to to poor operational performance and less productivity.
ap,
mm
D, mm
SØ4 SØ5 SØ6 SØ7 SØ8 SØ10 SØ12 SØ16
De KTH De KTH De KTH De KTH De KTH De KTH De KTH De KTH
0.2 1.7 2.3 1.9 2.5 2.1 2.8 2.3 3 2.5 3.2 2.8 3.6 3.1 3.9 3.5 4.5
0.3 2.1 1.9 2.4 2.1 2.6 2.3 2.8 2.5 3 2.6 3.4 2.9 3.7 3.2 4.3 3.7
0.5 2.6 1.5 3 1.7 3.3 1.8 3.6 1.9 3.9 2.1 4.3 2.3 4.8 2.5 5.6 2.9
0.7 3 1.3 3.5 1.4 3.8 1.5 4.2 1.7 4.5 1.8 5.1 1.9 5.6 2.1 6.5 2.4
1 3.5 1.1 4 1.2 4.5 1.3 4.9 1.4 5.3 1.5 6 1.7 6.6 1.8 7.7 2.1
2 4 1 4.9 1 5.6 1.1 6.3 1.1 6.9 1.1 8 1.2 8.9 1.3 10.6 1.5
3 — — — — 6 1 6.9 1 7.7 1 9.1 1.1 10.4 1.1 12.5 1.3
4 — — — — — — — — 8 1 9.8 1 11.3 1.1 13.8 1.1
5 — — — — — — — — — — 10 1 11.8 1 14.8 1.1
6 — — — — — — — — — — — — 12 1 15.5 1
7 — — — — — — — — — — — — — — 15.9 1
8
— — — — — — — — — — — — — — 16 1
Table 70 Effective Cutting Diameter De, mm, and Chip Thinning Factor KTH for
Ball Nose Milling Cutters

Milling Tools
98
Table 70 (cont.) Effective Cutting Diameter De, mm, and Chip Thinning Factor KTH
for Ball Nose Milling Cutters
ap,
mm
D, mm
SØ20 SØ25 SØ32 SØ40 SØ50
De KTH De KTH De KTH De KTH De KTH
0.3 4.9 4.1 5.4 4.6 6.2 5.2 6.9 5.8 7.7 6.5
0.5 6.2 3.2 7 3.6 7.9 4 8.9 4.5 9.9 5
1 8.7 2.3 9.8 2.5 11.1 2.9 12.5 3.2 14 3.6
3 14.3 1.4 16.2 1.5 18.6 1.7 21 1.9 23.7 2.1
5 17.3 1.1 20 1.2 23.2 1.4 26.4 1.5 30 1.7
8 19.6 1 23.3 1.1 27.7 1.1 32 1.2 36.7 1.4
10 20 1 24.5 1 29.7 1.1 34.6 1.1 40 1.2
12 — — 25 1 30.1 1 36.7 1.1 42.7 1.2
16 — — — — 32 1 39.2 1 46.6 1.1
20 — — — — — — 40 1 49 1
25
— — — — — — — — 50 1
Apart from everything else, defining cutting data depends on the type of the ball nose cutters.
Normally, the ball nose cutters feature semi-finish to finish milling of the 3-D surfaces without
a large machining allowance. The machined die and mold parts are not equal in their size and
accuracy; they differ in processing chain and specification of rough and finish passes. Therefore the
part manufacture makes different demands for the required tools in general and for the ball nose
milling cutters specifically.
The chart in Fig. 48 shows in simplified form the type of a ball nose cutter as a function of the
cutter accuracy and its nominal diameter. In some measures the chart can help in choosing the
cutter: basing on the indexable-type principle the cutter can reach large diameters but its accuracy
will be limited; at the same time a solid carbide endmill usually is the most suitable solution for high
accuracy requirements; however the diameter of such a mill rarely exceeds 20 mm. The ball nose
cutters of the single-insert type and the milling tools with the interchangeable solid carbide heads
of the MULTI-MASTER family are typically found in-between the indexable and solid tools either in
their accuracy or dimensional sizes. It is worthy to note that there are high-precision
MULTI-MASTER ball nose heads with accuracy requirements more strict than for the solid mills,
but it is more exception than the rule that says: the monolithic integral tool can be more precise
than the assembled one.
Nom.
diameter
Indexable
Solid
Carbide
One Insert
B.N. Cutters
Interchangeable
Solid Heads
Accuracy
Fig. 48

Milling Tools
Die and Mold
99
The starting cutting speed Vc and feed per tooth fz used for CNC programming can be found from
the already known equations (1) and (6):
Vc = Vo x Ks x Kt (1)
fz = fz0 x KTH x Ks (6)
Where: Vo – basic cutting speed
Kt – tool life factor
fz0 – basic starting feed
KTH – chip thinning factor
Ks – stability factor
The tool life factor is shown in Table 8.
The chip thinning factor is defined by equation (16) or in Table 70.
The stability factor, as already noted, is taken to be 1 for normal conditions and to 0.7 if the
estimated cutting stability is insufficient (milling thin walls, high overhang, poor toolholding, non-
rigid workholding, etc.).
Defining the basic starting speed and feed depends on the type of a ball nose cutter and is
connected with design features of the cutter family.
The subsections below emphasize the characteristic properties of the families of the ball nose
cutter and contain the tables with the basic speeds and feeds necessary for cutting data
calculation.
BALLPLUS and HELIBALL: families of single-insert ball
nose milling cutters
A BALLPLUS milling cutter carries one ball nose insert with the V-shaped rear part that is mounted
against two contact surfaces within the slot of the cutter body (Fig. 19). The cutter has two cutting
edges which are the edges of the insert. The range of diameters for the BALLPLUS cutters is
12-25 mm.
The HELIBALL family, the immediate predecessor of the BALLPLUS and now almost completely
replaced by it, is represented today only by the cutters of smaller diameters: 8-10 mm. Inserts
for the cutters are shaped by sintering only without any grinding operation. A cutter has only
one cutting edge in this case and is intended mostly for rough milling operations. The 10 mm
insert, however, is indexable and there are two cutting edges on it; but the 8 mm insert, a typical
throwaway, is provided with only one cutting edge.
The BALLPLUS inserts differ in angular values of their cutting edge, cutting geometry and
accuracy (Table 71).

Milling Tools
100
Table 71 Ball Nose Inserts of the BALLPLUS Family
Insert
Cutting Edge
Accuracy
Grade
Rake
Face
Flank
Application
Spheric Cylindrical Material type Operation
HBR...
~220°
(bulb-type)
no
normal sintered
ground
wide
range
rough to finish
HBF… high ground finish
HCR…-QF
180°
(hemisphere)
yes normal sintered rough to finish
HCR…-QP soft
Basic starting feed fzo and basic cutting speed Vo are shown in Tables 72 and 73.
Table 72 BALLPLUS and HELIBALL Ball Nose Milling Cutters: Basic Feed fzo, mm/tooth
*
ISCAR material group in accordance with VDI 3323 standard
ISO class
DIN/ISO 513
Material
Group*
fzo, for D, mm
8 10 12 16 20 25
P
1-4 0.09 0.1 0.12 0.13 0.15 0.17
5 0.08 0.09 0.11 0.12 0.14 0.16
6, 7 0.08 0.09 0.1 0.12 0.13 0.15
8, 9 0.07 0.08 0.1 0.11 0.12 0.13
10 0.07 0.08 0.09 0.1 0.11 0.12
11 0.06 0.07 0.09 0.1 0.1 0.11
M
12, 13 0.07 0.08 0.09 0.1 0.11 0.12
K
15-16 0.09 0.1 0.12 0.13 0.15 0.17
17-18 0.08 0.09 0.11 0.12 0.14 0.16
H
38.1 0.05 0.06 0.07 0.07 0.08 0.1
38.2 0.04 0.05 0.06 0.06 0.07 0.08
39 0.03 0.03 0.04 0.04 0.05 0.06
A rule of thumb
As mentioned earlier, in milling with ball nose cutters, the machining tolerance (stock) typically is not
so large. For quick estimation of the depth of cut/width of cut relation, a rule of thumb may be used.
The rule, named as “the rule of 12”, gives quite acceptable results for milling soft and pre-hardened
steel and martensitic stainless steel by ball nose cutters of one-insert type or with interchangeable
solid heads. In accordance with the rule, if a depth of cut is the half of a cutter diameter (D/2),
a width of cut should be no more than D/6; for the depth of cut D/3 the maximal width of cut
should be D/4, etc.
It is not difficult to see that 2×6=3×4=12.

Milling Tools
Die and Mold
101
Three carbide grades are available for the BALLPLUS/HELIBALL inserts of the standard line:
IC908, IC928 and IC328. From these three grades, IC928 is conceptually the most general-duty
and should be the first choice for milling soft and pre-hardened steel. However, due to the fact
that the main part of the application of the one-insert ball nose cutters relates to semi-finish and
finish milling, grade IC908, the hardest one, has become increasingly more popular, and can
be considered to be the preferred option. In many cases it is the unique solution for profiling
workpieces from hardened steels and nodular cast iron. The tougher grade IC328 is suitable for
milling in unstable conditions and for cases with considerable impact loading. The fully shaped by
sintering non-ground CR… inserts for 8 and 10 mm dia. HELIBALL tools are produced just from
this grade.
Example
A part made from carbon steel AISI/SAE 1020 is machined by ball nose endmill cutter
HCM D20-A-L150-C20, with insert HCR D200-QF IC908. The axial depth of cut is 5 mm,
the width of cut (stepover) – 3.5 mm. Operational stability is sufficient.
Effective diameter De and chip thinning factor KTH can be calculated or found directly from
Table 70: 17.3 mm and 1.1 respectively.
The workpiece material relates to the material group No.1.
Basic feed fzo=0.15 mm/tooth (Table 72).
Basic cutting speed Vo=210 m/min (Table 73).
Programmed feed per tooth fz=0.15×1.1= 0.16 (mm/tooth).
Cutting speed for estimated tool life 60 min.Vc=210×1×0.8=168 (m/min).
Spindle speed 1000×Vc/(π×De)=1000×168/(π ×17.3)=3090 (rpm).
Programmed feed speed V
F
= 0.16×2×3090=988.8 (mm/min) ≈990 mm/min.
Table 73 Ball Nose Cutters with BALLPLUS HCR…/HBR…, HELIBALL CR… and
DROPMILL BCR… Inserts: Basic Cutting Speed Vo, m/min
*
ISCAR material group in accordance with VDI 3323 standard
** In this case HSM recommended
ISO Class
DIN/ISO 513
Material
Group*
Vc, for Grade
IC908 IC928 IC328
P
1 210 180 160
2-4 200 170 140
5-6 190 150 130
7-9 180 140 125
10 160 125 120
11 140 120 110
M
12, 13 155 130 125
K
15-16 220 200
17-18 200 180
H
38.1 100 80
38.2 70
39** 55

Milling Tools
102
Ramping mathematics and one working rule
Chip thinning factor KTH, as a function of cutter diameter D and axial depth of cut ap, is defined
by equations (16) and (4a). In ramping with ball nose cutters, ap often is not specified directly
but it is defined implicitly via ramping angle α and machining allowance (stock to be removed)
per part a. Of course, CAD/CAM systems allows very quick finding ap in such case. In addition,
the axial depth of cut can be calculated from the following equation:
ap=D/2+[(a-D/2)×cosα+√(D×a-a²) ×sinα] (17)
If the phrase in the square brackets is positive, ap should be taken equal to the cutter radius or D/2.
In shop practice the result of calculation according to equation (17) is often increased by 10-20%
(clearly, in any case the final value shall not exceed D/2). This working rule provides a sort of safety
factor, making the programmed feed a little bit smaller. The safety factor takes into account
non-uniform loading of a ball-shaped cutting edge during ramping.
Example
12 mm diameter ball nose endmill cutter HCM D12-D-L160-C16 with insert HBF D120-QF
IC908 is applied to finishing an inclined bottom surface of a plastic mold part made from
AISI P20 mold steel hardened to HRC 50-52. The operation is ramp up milling with a ramping
angle of 5° and machining allowance of 0.2 mm. The cutter works with reasonably high
overhang.
Find cutting data if the required tool life period is 20 minutes:
Effective diameter in accordance with Table 69, case b):
De=(12-2×0.2)×sin5°+2×√(12×0.2-0.2²) ×cos5°=4.1 (mm).
Axial depth of cut (equation 17) ap=12/2+[(0.2-12/2) ×cos5°+√(12×0.2-0.2²) ×sin5°]=0.36 (mm).
Maximal cutting edge angle
χ
max = arccos (1-(2×0.2/12))= 14.8°.
Chip thinning factor KTH = 1/sin
χ
max=1/sin14.8°= 3.9.
The high tool overhang requires defining stability as poor and using stability factor Ks=0.7.
The machined material relates to material group No.38.2, hence:
• Basic feed fzo=0.06 mm/tooth (Table 72)
• Basic cutting speed Vo=70 m/min (Table 73)
Programmed feed per tooth fz=0.06×3.9×0.7= 0.16 (mm/tooth)
Cutting speed for 20 min. tool life Vc=70×0.7×1=49 (m/min)
Spindle speed 1000×Vc/(π×De)=1000×49/(π ×4.1)=3804 (rpm)
Programmed feed speed V
F
= 0.16×2×3804=1217 (mm/min)
Comparison of the cutting speed with respect to the nominal diameter will be as follows:
π×12×3804/1000=143 (m/min), while the real cutting speed is no better than 49 m/min.

Milling Tools
Die and Mold
103
QT CS
Ap
R
Straight
Area
Fig. 49
DROPMILL: a Family of Indexable Ball Nose Milling Cutters
A DROPMILL cutter carries two indexable inserts of a teardrop shape, ensuring two fully effective
teeth for the cutter (Fig. 49). The insert features two cutting edges and each of them combines a
round corner with a straight side area tangent to the corner. The area has a relatively large length:
60-70% of a spherical radius generated by the corner, which enables machining a straight wall and
a shoulder with a round corner. A protrusion from the insert bottom that fits into a matching slot in
the insert pocket, allows the insert to withstand the high forces resulting from considerable loading.
The main application of the family is for milling 3-D surfaces using various techniques, machining
die and mold cavities by ramping by line or helix (helical interpolation), etc. The DROPMILL cutters
are especially advantageous for semi-finishing the contoured surfaces; allowing for productive
removal of significant machining stock. In addition, they are suitable for drilling operations with
relatively small depth. The cutters are produced as integral tools and also as milling heads for
modular tools with FLEXFIT or MULTI-MASTER connections.
There are two types of the DROPMILL inserts: the peripherally ground QT and fully sintered
CS with chip splitting grooves. The latter is principally intended for heavy duty rough milling with
large depths of cut, due to its chip slitting cutting effect that prevents the formation of long chips,
reduces acting cutting forces and improves chip evacuation.
Table 74 Ball Nose Inserts of DROPMILL Family
Insert
Rake
Face
Flank
Chip
Splitter
Main
Application
Tool Ø ,mm
12 16 20 25 30 32 40 50
BCR D…-QT
sintered
ground no semi-finishing
BCR D…-CS sintered yes roughing

Milling Tools
104
Similar to the families of the one-insert ball nose cutters, the DROPMILL inserts are produced from
the same carbide grades: IC908, IC928 and IC328.
Table 73 contains data for basic cutting speeds. In milling with the DROPMILL cutters, a width of
cut usually does not exceed 30% of the cutter diameter in rough operations and it is considerably
less in semi-finish to finish passes. Therefore, in case of heavy-duty applications with a sizable
width of cut or milling a full slot with a depth of cut more than a quarter of the diameter for the
QT-type inserts and more than the third part of the diameter for the CS-type inserts, the table
values should be reduced by 10-20%.
Basic feed per tooth is shown in Table 75. For milling a full slot with a depth of cut more than a
quarter of the diameter for the QT-type inserts and more than the third part of the diameter for the
CS-type inserts and for heavy-duty shoulder milling, the specified values should be reduced
by 20-30%.
Example
A slot with a rounded bottom of 50 mm width and 43 mm depth is planned to be machined by ball
nose endmill cutter BCM D50-A-W50-C with inserts BCR D500-CS IC908. The workpiece material
is alloy steel AISI/SAE 6150, HB 250…260. The technological system has sufficient stiffness.
A process planner decided to mill the slot by three step passes: the first – with 25 mm depth of
cut, the second – with 10 mm, and the third – with 8 mm depth of cut. Find cutting data:
The cutter radius is 25 mm. Hence, the effective diameter on the first pass will already be 50 mm;
and chip thinning factor KTH = 1.
Table 75 DROPMILL Ball Nose Milling Cutters: Basic Feed fzo, mm/tooth
*
ISCAR material group in accordance with VDI 3323 standard
ISO Class
DIN/ISO 513
Material
Group*
fzo, for D, mm
12 16 20 25 30/32 40 50
P
1-4 0.11 0.13 0.15 0.17 0.18 0.21 0.25
5 0.11 0.12 0.14 0.16 0.17 0.18 0.21
6, 7 0.1 0.11 0.13 0.15 0.16 0.17 0.19
8, 9 0.1 0.11 0.13 0.14 0.15 0.16 0.18
10 0.09 0.1 0.12 0.13 0.14 0.15 0.17
11 0.08 0.09 0.1 0.11 0.12 0.13 0.15
M
12, 13 0.09 0.1 0.12 0.13 0.14 0.15 0.17
K
15-16 0.11 0.13 0.15 0.17 0.18 0.21 0.25
17-18 0.11 0.12 0.14 0.16 0.17 0.18 0.2
H
38.1 0.07 0.08 0.09 0.1 0.11 0.12 0.13
38.2 0.05 0.06 0.07 0.08 0.09 0.09 0.1
39 0.04 0.04 0.05 0.06 0.07 0.07 0.08
Chip splitting drop
Milling slots or grooves (especially the deep ones by step passes), milling shoulders with large
allowance, rough milling cavities and pockets with high stock removal rate – all these operations
performed by the DROPMILL cutters feature heavy tool loading and chip re-cutting.
For such operations, using the CS-type inserts is the preferred way. The CS-type geometry should
be considered as a first choice in any case when it comes to heavy-duty milling and problems
with chip evacuation.

Milling Tools
Die and Mold
105
Solid Carbide Ball Nose Endmill Cutters
SOLIDMILL, the ISCAR line of solid carbide endmills, contains ball nose cutters varying in cutting
geometry and number of flutes. The cutters are produced from various carbide grades (Table 10)
in short, medium, long and extra long length versions (Fig. 50), with straight or tapered neck and
intended for all types of the die and mold materials. Generally, the range of cutting diameters for
the solid carbide ball nose endmill tools is 1 …25 mm (0.4…2 mm for miniature cutters); and the
helix angle is 30°. The diameter has accuracy tolerance e8 (h10 for the economical SOLIDECO
family, Table 76).
The machined material relates to material group No.8, therefore:
• Basic feed fzo=0.18 mm/tooth (Table 75)
• Basic cutting speed Vo=180 m/min (Table 73)
Taking into account the above remarks regarding milling a full slot we should reduce these
values by 10-20% for the speed and by 20-30% for the feed. It means that on average the
programmed feed per tooth will be 0.18×0.75=0.13 (mm/tooth); the cutting speed for 60 min.
tool life - 180×0.85×0.8=122 (m/min).
Spindle speed 1000×Vc/(π×De)=1000×122/(π ×50)=776 (rpm) ≈ 770 rpm
Programmed feed speed V
F
= 0.13×2×776=202 (mm/min) ≈ 200 mm/min
Remark
We took the average factor for reducing the speed and feed. A more correct
approach demands less decrease for the first pass and greater reduction for the third, the last
one because the chip evacuation becomes problematic. Let say, 135 m/min with 0.14 mm/tooth
for the first pass and 115 m/min with 0.12 mm/tooth for the third pass.
Overhang
Fig. 50
Short Medium Long Extra Long

Milling Tools
106
Table 76 Solid Carbide Ball Nose Milling Cutters
Table 77 Solid Carbide Ball Nose Cutters and MULTI-MASTER MM EB… Ball Nose
Heads: Type of Machining and Approximate Machining Allowance
Cutter
Cutting
Edge
Z*
Diam.
Range,
mm
ECO
Line
Carbide
Grades
Main Milling
Application
Workpiece
Hardness
Spherical Cylindr. Standard ECO
EBRF 180° yes 3; 4 6…20 no IC903 – roughing up to HRC 55
EB 180° yes 2; 3; 4 0.4…25 yes
IC903 – hard materials up to HRC 65**
IC900; IC300; IC08 IC900; IC08 general-duty up to HRC 45
ESB ~220° no 2; 4 3…16 no IC903 – hard materials up to HRC 65
*
Number of flutes
** A subgroup of 2 flute EB …A…cutters is intended for materials with HRC 55…70
*
ISCAR material group in accordance with VDI 3323 standard
** D - the diameter of a ball nose cutter (head)
ISO Class
DIN/ISO 513
ISCAR
Mat. Group*
Machined material
Type of machining
Roughing Semi-finishing Finishing
P
1, 2, 4, 6, 10
soft steel
HB<250 0.12×D** 0.07×D 0.02×D
3, 7 HB 250…300 0.1×D 0.05×D 0.015×D
5, 8, 9, 11
pre-hardened
steel
HRC 30-37 0.1×D 0.05×D 0.01×D
9-11 HRC 38-44 0.08×D 0.04×D 0.01×D
M
12, 13 martensitic s.s. HB<250 0.1×D 0.05×D 0.01×D
K
15-18 cast iron HB< 300 0.15×D 0.08×D 0.03×D
H
38.1
hardened
steel
HRC 45-49 0.08×D 0.04×D 0.01×D
38.2 HRC 50-55 0.06×D 0.04×D 0.01×D
39 HRC 56-63 0.05×D 0.03×D 0.01×D
Basic cutting speeds and feeds can be defined from Tables 78 and 79. As already stated, the only
carbide grade should be chosen from Table 10.
Two or four?
Classically the ISCAR solid carbide ball nose milling cutters have 2 or 4 flutes, that is - 2 or 4 cutting
teeth. How to choose the number of flutes for a tool?
The all-purpose 4 flute ball nose cutters give a universal robust and productive solution for various
applications, especially for semi-finish and finish milling. Oppositely, the 2 flute cutters with greater
chip gullet are more suitable for rough milling, ensuring better chip evacuation. In addition, using the
2 flute cutters is a workable method for fine finishing due to less accumulated error, which depends
on the number of teeth.
Concerning the 4 flute cutters, traditionally only two teeth produce the central cutting area near the
cutter tip and not four. Then in finish milling with shallow depth of cut, calculation of the feed per
tooth should take into consideration only two effective teeth; and the advantages of a multi-flute
cutter are diminished. The 2 flute tool is a more preferable means for such a case. Also, it prevents
cutting action by a “conversion zone” between 2 and 4 teeth, specific for the 4 flute tools that is
marked by intensive wear of the non-central teeth and accuracy errors.
Obviously, an integral solid cutter provides a more accurate machining solution relative to an
indexable mill. Therefore, the main application of the solid carbide ball nose cutters relates to
finish and semi-finish milling of the 3-D surfaces; and they primarily operate under small machining
allowance or stock (Fig. 45), but the cutters are used successfully in roughing applications too.
In machining with low allowances, even a rough stock is small enough; and the borders between
different types of machining are not so clear. Table 77 can help in estimation of the type of
machining for main die and mold materials and corresponding machining allowance.

Milling Tools
Die and Mold
107
Example
It is suggested to mill a master hob, which is made from AISI A6 tool steel hardened to HRC 55, on a
vertical machine center, using a 12 mm diameter solid carbide ball nose cutter
EB-A2 12-12/24C12H110 903. The hob walls are inclined 3°.
Machining stock to be removed during this milling operation is 0.1…0.15 mm on side.
The machine is in a good condition; the hob is properly clamped into a fixture on the machine table.
Find starting cutting data.
According to Table 69, case b) effective diameter De:
De=(12-2×0.15)×sin3°+2×√(12×0.15-0.15²) ×cos3°=3.3 (mm)
Axial depth of cut ap can be readily calculated (Fig. 47) as:
ap=D/2-0.5×√(D²-De²)=12/2-0.5××√(12²-3.3²)=0.23 (mm)
From Table 70 chip thinning factor KTH≈3.5.
Consequently, for material group No. 38.2, to which relates the machined steel, the basic cutting
speed is 50 m/min (Table 78); the basic feed per tooth is 0.011 mm/tooth (0.013×0.85 – refer to
Table 79 and remarks to it).
Programmed feed per tooth fz=0.011×3.5×1= 0.038 (mm/tooth).
Cutting speed for 20 min. tool life Vc=Vo=50 m/min.
Spindle speed 1000×Vo/(π×De)=1000×50/(π ×3.3)=4822 (rpm).
Programmed feed speed V
F
= 0.038×2×4822=366 (mm/min).
It is interesting that the cutting speed calculated relative to the nominal diameter of the cutter (12 mm)
will be: VcD =π×12×4822/1000=182 (m/min)
Table 78 Solid Carbide Ball Nose Cutters and MULTI-MASTER
Ball Nose Heads: Basic Cutting Speed Vo*
*
Carbide grade selector for solid cutters – refer to Table 10
** ISCAR material group in accordance with VDI 3323 standard
ISO Class
DIN/ISO 513
ISCAR
Mat. Group**
Vo, m/min, for Type of
Machining
Roughing Semi-finishing Finishing
P
1 180 220 280
2-4 150 170 200
5 125 140 170
6 130 150 190
7-9 120 135 170
10 115 130 165
11 100 110 120
M
12, 13 110 110 150
K
15-16 160 180 220
17-18 150 170 200
H
38.1 70 80 100
38.2 40 50
39 30 40
Reminder
Always check how a report, technical paper or guide specifiies a cutting speed, with respect to
effective or nominal diameter (Fig. 51)!

Milling Tools
108
ISO Class
DIN/ISO 513
ISCAR
Mat.
Group**
fzo, mm/tooth, for D***
1 2 3 4 5 6 8 10 12 16 20 25
P
1-4 0.008 0.02 0.03 0.04 0.05 0.055 0.062 0.07 0.08 0.09 0.11 0.13
5 0.007 0.018 0.025 0.032 0.038 0.043 0.05 0.06 0.068 0.075 0.085 0.11
6, 7 0.007 0.018 0.02 0.028 0.035 0.04 0.048 0.057 0.062 0.072 0.082 0.09
8, 9 0.007 0.015 0.02 0.025 0.032 0.035 0.038 0.045 0.05 0.06 0.07 0.08
10 0.007 0.013 0.015 0.022 0.027 0.03 0.032 0.038 0.042 0.05 0.06 0.07
11 0.006 0.009 0.01 0.015 0.02 0.025 0.028 0.035 0.038 0.045 0.055 0.06
M
12, 13 0.007 0.013 0.015 0.022 0.027 0.03 0.032 0.038 0.042 0.05 0.06 0.07
K
15-16 0.008 0.021 0.031 0.042 0.052 0.058 0.065 0.073 0.085 0.095 0.117 0.137
17-18 0.007 0.021 0.031 0.042 0.052 0.058 0.065 0.073 0.085 0.095 0.117 0.137
H
38.1 0.006 0.007 0.008 0.012 0.017 0.021 0.025 0.027 0.03 0.035 0.04 0.05
38.2 0.005 0.005 0.006 0.007 0.007 0.008 0.009 0.01 0.013 0.015 0.02 0.025
39 0.004 0.004 0.005 0.005 0.006 0.007 0.007 0.008 0.009 0.009 0.01 0.013
a
ap
D
Fig. 51
Table 79 Solid Carbide Ball Nose Cutters and MULTI-MASTER MM EB…
Ball Nose Heads: Basic Feed fzo*
* The table reflects rough to semi-finish milling operations
For semi-finish to finish applications, the table values need to be reduced by 10-20%
Carbide grade selector for solid cutters – refer to Table 10
** ISCAR material group in accordance with VDI 3323 standard
*** D - the diameter of a cutter (head), mm
For cutters with the diameter less than 1 mm, refer to corresponding ISCAR user guides and catalogs

Milling Tools
Die and Mold
109
Table 80 Ball Nose Heads of MULTI-MASTER Family
* Number of flutes
MULTI-MASTER: Interchangeable
Ball Nose Milling Heads
The MULTI-MASTER
family offers a rich choice of ball nose milling heads with various dimensions,
shapes and accuracy. The heads combined with shanks, extensions and reducers allow for assembly
of numerous ball nose endmill cutters that meet the requirements of the die and mold maker.
Similar to
the MULTI-MASTER head shapes (square, toroidal, etc.), there are two main types of the
ball nose heads: multi-flute MM EB… heads and two flute “economy” MM H… heads (Table 80).
The cutting
geometry of MM EB… heads is not different from the solid carbide ball nose cutters;
however the heads usually have smaller cutting lengths. The approach to finding cutting data for MM
EB… heads is the same as the method for the solid cutters.
MM H… ball nose heads are called “economy”, but not due to lesser accuracy. On the contrary, high-
precision MM HBR… and MM HRF… heads have very closed diameter tolerances (h7). The heads, as
other pressed and sintered “to shape and size” heads of this type, require minimum grinding operation
during their manufacturing. Such technology allows for unique features: the combination of negative
rake angles near the head tip with positive rake angles along the most part of the spheric cutting edge
in MM HCR… heads, increased area of the spheric edge in bulb-type MM HBR… heads and others. A
tooth of the head is extremely strong and successfully stands up against considerable loading; which is
important for rough profiling and milling hardened steel. However, the helix angle of the heads is much
less when compared with the solid carbide ball nose cutters and MM EB… heads.
The MULTI-MASTER ball nose heads are made from carbide grade IC908, except for the heads MM
HRF… intended for precise finishing hardened steel, for which carbide grade IC903 is used.
Concerning cutting data, Table 81 shows average machining allowance for different types of milling with
the use of MULTI-MASTER ball nose tools carrying MM H… heads. The basic cutting speed can be
found from Table 78 and the basic feed per tooth – from Table 82.
Example
Within a planned process for manufacturing a die casting die, a ball nose cutter, which comprises
shank MM S-B-L125-C16-T06 assembled with ball nose head MM HCR100-2T06 IC908, is the subject
of restmilling the corners of a part of the die. The part material is tool steel AISI H11 with hardness
HRC 40…42. The restmilling cycle consists of several passes with machining allowance 0.2 mm max.
Operational stability is good. Cutting data must be found.
Assume that all cutting edges perform cutting and the effective diameter De is equal to the nominal
diameter (10 mm) – the worst case. Then chip thinning factor KTH = 1.
The machined material represents material group No.10.
Head Type
Cutting Edge
Rake
Face
Flank Z*
Ø
tol.
Carbide
Grade
Head Ø, mm
Main Milling
Application
Spherical Cylindr. 6 8 10 12 16 20
MM HCR
economy
(pressed
to size)
180° yes
sintered
ground 2
h9 IC908 rough to finish
MM HRF
ground
h7 IC903
finish + milling
hard steel
MM HBR ~240° no h7 IC908
MM EB ground 180° yes ground 2; 4 e8 IC908 rough to finish

Milling Tools
110
Table 81 MULTI-MASTER MM H… Ball Nose Heads:
Type of Machining and Approximate Machining Allowance
ISO Class
DIN/ISO 513
ISCAR
Mat. Group*
Machined Material
Type of Machining
Roughing Semi-finishing Finishing
P
1, 2, 4, 6, 10
Soft steel
HB<250 0.14×D** 0.08×D 0.02×D
3, 7 HB 250…300 0.12×D 0.06×D 0.015×D
5, 8, 9, 11
Pre-hardened
steel
HRC 30-37 0.11×D 0.05×D 0.01×D
9-11 HRC 38-44 0.09×D 0.04×D 0.01×D
M
12, 13 Martensitic s.s. HB<250 0.11×D 0.05×D 0.01×D
K
15-18 Cast iron HB< 300 0.17×D 0.08×D 0.03×D
H
38.1
Hardened
steel***
HRC 45-49 0.09×D 0.04×D 0.01×D
38.2 HRC 50-55 0.06×D 0.04×D 0.01×D
39 HRC 56-63 0.05×D 0.03×D 0.01×D
* ISCAR material group in accordance with VDI 3323 standard
** D - the diameter of a head
*** Recommended carbide grade - IC903
Restmilling
As a rule, productive milling passes, especially rough, propose applying more durable and rigid
tools for high metal removal rate. In many cases the form and dimensions of the tool do not allow
for a cut in some areas; for example, the corners of a die cavity (Fig. 52). The remainder of the
material in the areas is removed by restmilling – a method under a technological process where
a tool of smaller diameter cuts the areas with residual stock. In speaking about restmilling,
this is a finishing operation that is a part of the whole finish milling cycle.
Making use of the solid carbide ball nose cutters and the MULTI-MASTER ball nose heads is the
excellent choice for restmilling tools.
Fig. 52
r<
D
2
R≥
D
2
∅D
A
Material to be removed
by restmilling (residual stock)
Final shape
Rough milling cutter
with diameter D
aR
ax - Finising allowance
aR - Rough allowance
a
X
A

Milling Tools
Die and Mold
111
Table 81 MULTI-MASTER MM H… Ball Nose Heads: Basic Feed fzo*
* The table reflects rough to semi-finish milling operations
For semi-finish to finish applications the table values need to be reduced by 10-20%
For roughing by a cutter with MM HBR…head, the table values need to be reduced by 10%
For machining hardened steel - carbide grade IC903 is recommended
** ISCAR material group in accordance with VDI 3323 standard
*** D - the diameter of a head
ISO class
DIN/ISO 513
ISCAR
Mat. Group**
fzo, mm/tooth, forD***
8 10 12 16 20
P
1-4 0.08 0.09 0.11 0.12 0.13
5 0.07 0.08 0.1 0.11 0.12
6, 7 0.07 0.08 0.09 0.1 0.11
8, 9 0.06 0.07 0.08 0.09 0.1
10 0.06 0.07 0.08 0.09 0.1
11 0.05 0.06 0.07 0.08 0.09
M
12, 13 0.06 0.07 0.08 0.09 0.1
K
15-16 0.08 0.09 0.1 0.12 0.13
17-18 0.08 0.09 0.1 0.11 0.12
H
38.1 0.04 0.05 0.06 0.07 0.08
38.2 0.03 0.037 0.045 0.055 0.065
39 0.02 0.025 0.03 0.035 0.04
Comparing the machining allowance with the values of Table 81, the operation fits into finish milling.
So the basic cutting speed for 20 min. tool life is 165 m/min (Table 78); the basic feed per tooth is
0.06 mm/tooth (Table 82: table value 0.07 mm/tooth with reducing by 10% in accordance
with the remark).
Spindle speed 1000×Vo/(π×De)=1000×165/(π ×10)=5252 (rpm)
Programmed feed speed V
F
= 0.06×2×5252=630 (mm/min)

Milling Tools
112
3.4. Special Methods: High Speed Machining (HSM)
and Milling of Hardened Steel
The term “High Speed Machining” and the abbreviation “HSM” are well-known in industry, and in
particular, in die and mold making. High speed machining, what is it? Why is HSM so relevant for
up-to-date die and mold manufacturing?
Even up to now a generally accepted definition of high speed machining does not exist. Obviously,
HSM can mean:
•
High cutting speed machining
•
High spindle speed machining
•
High feed speed machining
HSM is often emphasized that it is “…a high-efficiency method of modern machining with high spindle
and feed speeds…” that allows for various advantages.
It is clear that cutting, spindle and feed speeds are interrelated. More spindle speed = more feed speed,
etc. How to define the cutting speed?
In the example of machining steel with hardness HRC 55 to the section “Solid carbide ball nose cutters”
the real cutting speed related to the effective diameter was 50 m/min, and the speed with respect to
the nominal diameter – 182 m/min. More illustrative is a case of milling with 0.1 mm depth of cut by ball
nose cutters of different diameters (Table 83). The table shows distinctly that in profile milling with
shallow depths of cut, even small cutting speeds can require considerable spindle speed, which in turn
causes a cutter to run fast.
Assume that 4 mm diameter ball nose cutter in Table 83 has 2 teeth and it cuts with feed
0.04 mm/tooth. The feed speed will be 815 mm/min, 1222 mm/min and 1630 mm/min for cutting speed
40 m/min, 60 m/min and 80 m/min correspondingly!
Shallow, light cuts combined with high spindle speeds are classical attributes of high speed machining.
HSM, as a metalcutting method, demands very specific cutting techniques and dedicated machine
tools, toolholding devices and of course, cutting tools, that will ensure acceptable tool life. Being
applied to manufacturing process HSM can dramatically cut cycle time.
It is worthy of note that HSM not always a process with high spindle speed; and many HSM operations
do not need high rotational velocity.
History: HSM
In the twenties-thirties Dr.-Ing. Carl Salomon, a German researcher, did a series of experiments for
measuring cutting temperatures against the corresponding cutting speeds during machining of
some engineering materials. The results, which have been represented graphically, allowed the
researcher to assume that the cutting temperature rises with increasing the cutting speed, until
the speed reaches some specific critical value, and then comes down, in spite of further the speed
growth (Fig. 53). Hence, Salomon concluded, there is an area of cutting speeds much more than
usual for which the cutting temperature is similar to those that are observed in conventional cutting.
By hypothesis the area related to speeds is 5-10 times as much as common values.
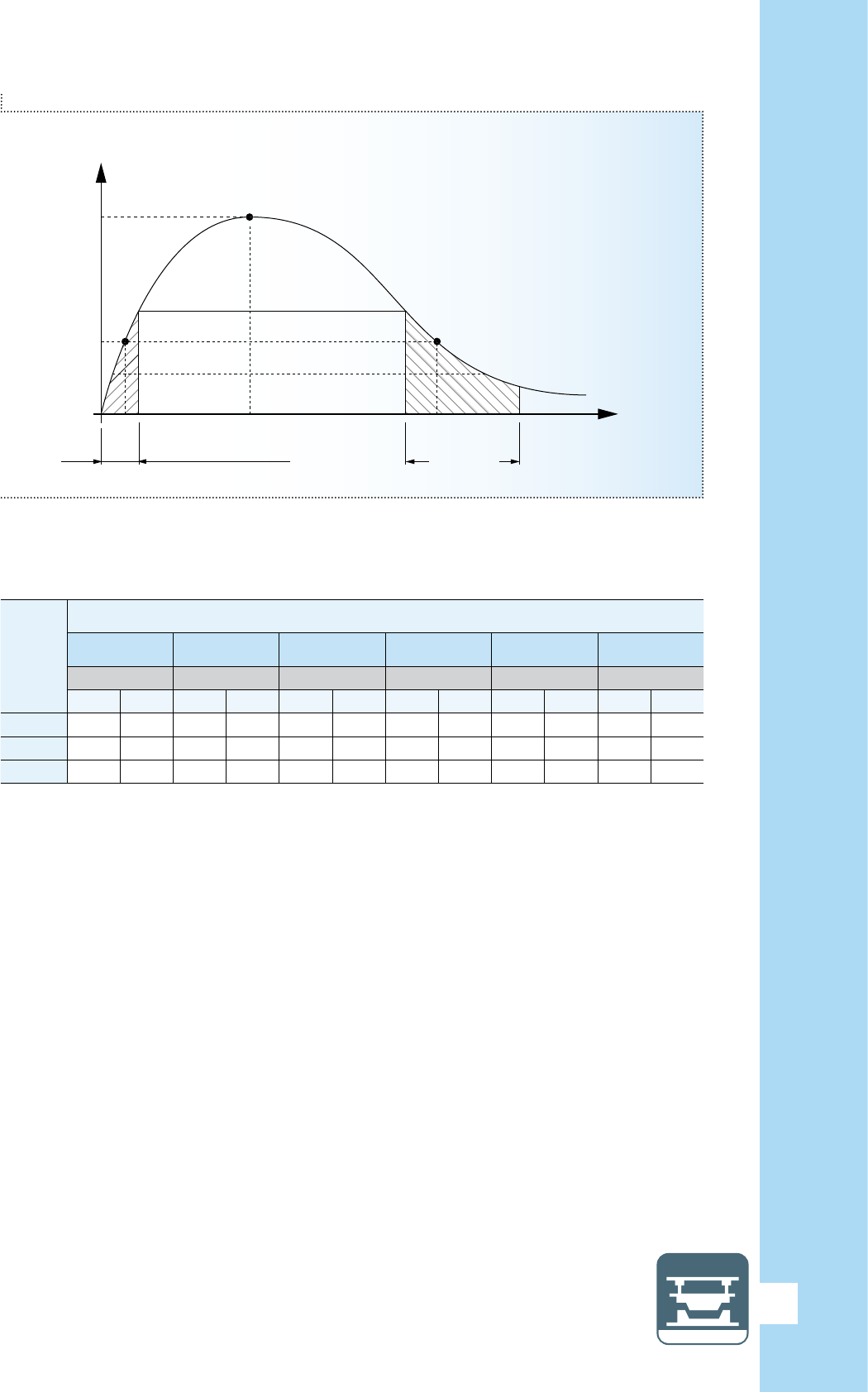
Milling Tools
Die and Mold
113
Conventional Cutting
Vcr
Vh
High Speed
Machining
Cutting
Speed
T
cr
Tc
Cutting
Temperature
Critical Point
Fig. 53
Table 83 Comparative Example: Milling by Ball Nose Cutters
of Different Diameters with 0.1 mm Depth of Cut
Vc,
m/min
D, mm
SØ 20 SØ 10 SØ 8 SØ 6 SØ 4 SØ 2
De= 2.8 De= 2 De= 1.77 De= 1.5 De= 1.25 De= 0.87
rpm Vc
D
rpm Vc
D
rpm Vc
D
rpm Vc
D
rpm Vc
D
rpm Vc
D
40 4547 286 6366 200 7193 181 8488 160 10186 128 14635 92
60 6820 429 9549 300 10789 271 12732 240 15279 192 21952 138
80 9094 572 12732 400 14386 362 16976 320 20372 256 29270 184
D - the diameter of a ball nose cutter
De, mm, - the effective diameter for 0.1 mm depth of cut
Vc - the cutting speed with respect to effective diameter De
rpm - spindle speed
Vc
D
, m/min, - the cutting speed with respect to diameter of a cutter D
Today, HSM has penetrated deeply enough mainly into the following processes: machining of aluminum
in aerospace or automotive industries and steel in die and mold making. Exactly in the die and mold
branch, HSM advantages led to drastic changes in the entire manufacturing approach.
Traditionally, die and mold making expected a considerable share of cutting operations on soft steel,
electro discharge machining (EDM) and finishing on hardened steel; and then manual smooth finish
and polishing. EDM and manual finish and polish are very time-consuming processes. Repeatability
of manual work is a very low likelihood, which presents additional problems for production. Intense
competition on the die and mold markets dictates that manufacturers cut cycle time as much
as possible and eliminate manual finish and polish. Success in CNC control, high-speed spindle
technology, drives, bearings and other components of machine tool, balanced high-precision
toolholders and of course, new cutting tool materials and geometries opened to HSM a road to the die
and mold maker. The HSM method was very successful. It changed die and mold making processes,
allowing for starting machining of already hardened workpieces, and left manual finish and polishing
out; cutting the cycle time by 40-50%. Therefore HSM high speed machining in die and mold practice,
connected first of all with high speed milling of hardened steel and especially by tools with small
nominal diameters.

Milling Tools
114
Hard steel
Hardened steel is at the same time hard-to-machine steel. Not so long ago a workpiece of hardness
HRC 45 was considered to be the limit for metal cutting; and for more hard materials grinding
operations should be applied. Progress in cutting tool technology seriously shook the understanding
of the hardness limits. Today “hard steels” often refers to steel hardened to HRC 60 and more.
In the context of such steels HSM is an effective instrument that makes their cutting possible.
A rule of thumb
In HSM of hardened steel, starting feed per tooth feed per tooth is often estimated as 0.5-1% of
a cutter diameter. The lower feed values correspond to more hard steel.
In machining hardened steels - which are difficult-to-cut materials - intensive heat generation and
vibration take place. It is a source of poor tool life, reduction of accuracy, loss of stability, etc. that
makes machining operations unpredictable. Such vagueness is simply unacceptable for die and mold
manufacturing, especially for large-sized die and molds that sometimes need to be cut during several
days’ time. The HSM technique gave the die and mold maker a good tool for overcoming this problem.
Of course, HSM is not only cutting tools but also dedicated machine tools, control systems and
toolholding devices – the combination of all the means together results in real advantages.
Conceptually, HSM of hardened steel is an integrated technological method for which every one of
the involved components: the machine tool, the CNC hardware and software, the toolholder and of
course the cutting tool, is a mandatory participant and a critical part of the whole process. It differs
essentially from milling hardened steel under conventional conditions and from HSM of soft steel.
Therefore, defining a more suitable tool and starting cutting data require more deep examination; and
we recommend contacting ISCAR specialists in this field. For initial estimation and a general knowledge
of the matter, Table 84 below contains typical average data referring to the square end solid carbide
and MULTI-MASTER cutters with diameter 4…25 mm.
Table 84 Average Starting Cutting Data for HSM of Steel Parts
* ISCAR material group in accordance with VDI 3323 standard
D - cutter diameter
ae - width of cut (stepover)
ap - depth of cut (stepdown)
Vc - cutting speed with respect to effective diameter De
Steel Conditional Group Pre-hardened Hardened
Material Group* 11 38.1 38.2 39.1 39.2
Hardness, HRC 38-44 45-49 50-55 56-60 >60
Rough
Milling
ae (0.40-0.70)D (0.40-0.60)D (0.40-0.60)D (0.35-0.55)D (0.30-0.50)D
ap (0.07-0.15)D (0.06-0.12)D (0.05-0.08)D (0.04-0.07)D (0.03-0.07)D
Vc, m/min 120-190 100-170 90-150 70-100 60-80
fz, mm/tooth 0.03-0.24 0.03-0.22 0.03-0.2 0.03-0.17 0.02-0.14
Semi-
finish
Milling
ae (0.40-0.70)D (0.40-0.60)D (0.35-0.55)D (0.35-0.45)D (0.30-0.45)D
ap (0.05-0.12)D (0.04-0.09)D (0.03-0.07)D (0.03-0.05)D (0.02-0.05)D
Vc, m/min 140-200 130-180 120-170 90-150 70-130
fz, mm/tooth 0.03-0.22 0.03-0.2 0.03-0.17 0.03-0.14 0.02-0.12
Finish
Milling
ae (0.40-0.70)D (0.40-0.55)D (0.35-0.50)D (0.35-0.45)D (0.30-0.40)D
ap (0.04-0.1)D (0.03-0.08)D (0.02-0.06)D 0.1-0.4 mm 0.1-0.3 mm
Vc, m/min 150-230 180-220 170-190 130-200 110-160
fz, mm/tooth 0.03-0.2 0.03-0.18 0.02-0.15 0.02-0.13 0.015-0.11

Milling Tools
Die and Mold
115
Reminder
Some technical papers and advertising leaflets related to HSM and in particular to HSM of hardened
steel, use cutting speed data which is not actual. Please check thorougly which diameters,
effective or nominal these values refer to.
Keep in mind
Various research shows that for HSM with the use of a ball nose cutter, the best surface finish can
be reached when the stepover will be equal to the feed per revolution..
Example
In a die and mold shop a technologist plans to change the process of manufacturing a cavity plate
by introducing HSM in the final machining steps. The technologist checks a proposed process by
test milling. In accordance with the process, the plate, which is made from AISI O1 tool steel, will be
machined in hardened condition (HRC 58…60) by solid carbide endmill EC-A4 060-13C06-50 IC903
on a recently acquired new high speed machining center. Find the starting cutting data for
test milling passes.
We have a good basis to assume that machining conditions are stable. Taking into account that
Table 84 relates mostly to typical data for cutters within diameter range 4…25 mm and the mill diameter
is 6 mm, we can extract from the table the following starting data referring to finish milling for ISCAR
material group No. 39.1:
Width of cut = 0.4×6=2.4 mm
Depth of cut = 0.15 mm
Cutting speed = 130 m/min
Feed = 0.03 mm/tooth
Spindle speed = 1000×130/(π×6)=6896 (rpm)≈7000 rpm
Feed speed = 0.03×4×7000=840 (mm/min)
Remark
The spindle speed lays within boundaries of “conventional” values. However, do not forget that the
above case refers to machining tool steel with high hardness, for which “normal” cutting speed
(and correspondingly, spindle speed) is twice as little!

Milling Tools
116
3.5. Special
Methods: Sculpturing by Plunge Milling
Plunge milling
or simply “plunging”, is a productive rough milling method during which a tool moves
directly downward into a workpiece with feed directed along the tool axis (Fig. 54). It looks like drilling:
the tool plunges into the workpiece. But despite the fact that some plunge milling tools (usually called
plungers) are able to produce holes, their main function is to machine straight walls or slots.
In plunging,
the tool classically plunges in, lifts out, moves stepwise linearly and then continues this
cycle again. It is clear that this machining technique produces a serrated surface with cusps that can
be reduced by decreasing a linear stepover; but nevertheless the surface usually requires additional
milling for better finish.
Plunging had
spurted into popularity among die and mold makers due to one important feature: the
main advantage of plunging is the ability to machine at high overhang with minimal bending forces.
When high overhang is applied on a conventional milling cutter, which removes material layer-by-layer in
passes, the cutter and its adapter quite often can not withstand the great bending moments because
of the considerable radial component of cutting forces. Furthermore, the spindle of a machine tool
takes up the most part of the radial forces. The result is vibration, noise and the cutter deviation, which
causes inaccurate machining and damage of the tool, the adapter and the machine tool. Vibration and
noise automatically lead to reducing cutting data and decreasing productivity.
In plunging,
the main component of the cutting force acts axially – exactly in the direction of the highest
rigidity of a machine tool – allowing productive milling and excellent straightness of machined surfaces.
In addition
to plunging ability, the main intended purpose of the plunge milling cutters (also called
plunge-in cutters or plungers), is often to perform face milling with limited depth of cut for obtaining a
flat surface at bottoms and HFM at high overhang, boring operation, etc.
ISCAR offers
a great variety of the plunge milling cutters. Table 85 shows general characteristics of the
more popular representatives.
Plunge-in cutting options
Plunge-in capacity is not a feature incidental to plungers. Some other milling cutters (for example,
MULTI-MASTER tools with toroidal heads MM HT…) can also perform this milling technique.
However, their use as plunging tools has some limitations and should be considered as only optional.
Fig. 54
Stepover
Lifting out
Plunging in

Milling Tools
Die and Mold
117
Family Designation
Dia.
Range
mm
Insert
Clamping
Configuration
Main
Features
Options
Endmill ShellMill FLEXFIT*
Face
Milling
HFM Ramping
TANGPLUNGE
HTP …LN10 25…52 Tangential
Side
Plunger
HTP …LN16 50…100 Tangential
HELITANG FTP …LN10 50…63 Tangential
PLUNGER
PH …-13 40…63 Tangential
Center Cutting
Side Plunger
PLX …-12 32…80 Radial
Table 85 Main ISCAR Plunge Milling Cutters
* Heads with FLEXFIT or adaptation
Plunge milling is an effective and economical method for machining deep cavities, walls, slots and
shapes. At the same time, correct machining strategy and CNC programming for plunging have unique
features. Therefore we strongly advise studying corresponding guides or technical papers and/or to
contact an ISCAR milling specialist in order to plan your process properly.
However, for better understanding of the subject, the explanations and tables below specify initial
cutting data for the most popular side plungers of the HTP …LN-type from the TANGPLUNGE family.
Plunging sculptor
Axial movements of a plunging cutter bring to mind a working stone chisel in stone sculpturing
(especially on its early, rough stages), which also plunges into material in a series and removes it.
That plunge milling is sometimes called “sculpturing” and a 3-D shape obtained by plunging is
called the “sculptured surface” (Fig. 55, but be careful – in general every 3-D shape also can be
called “sculptured”).
Fig. 55
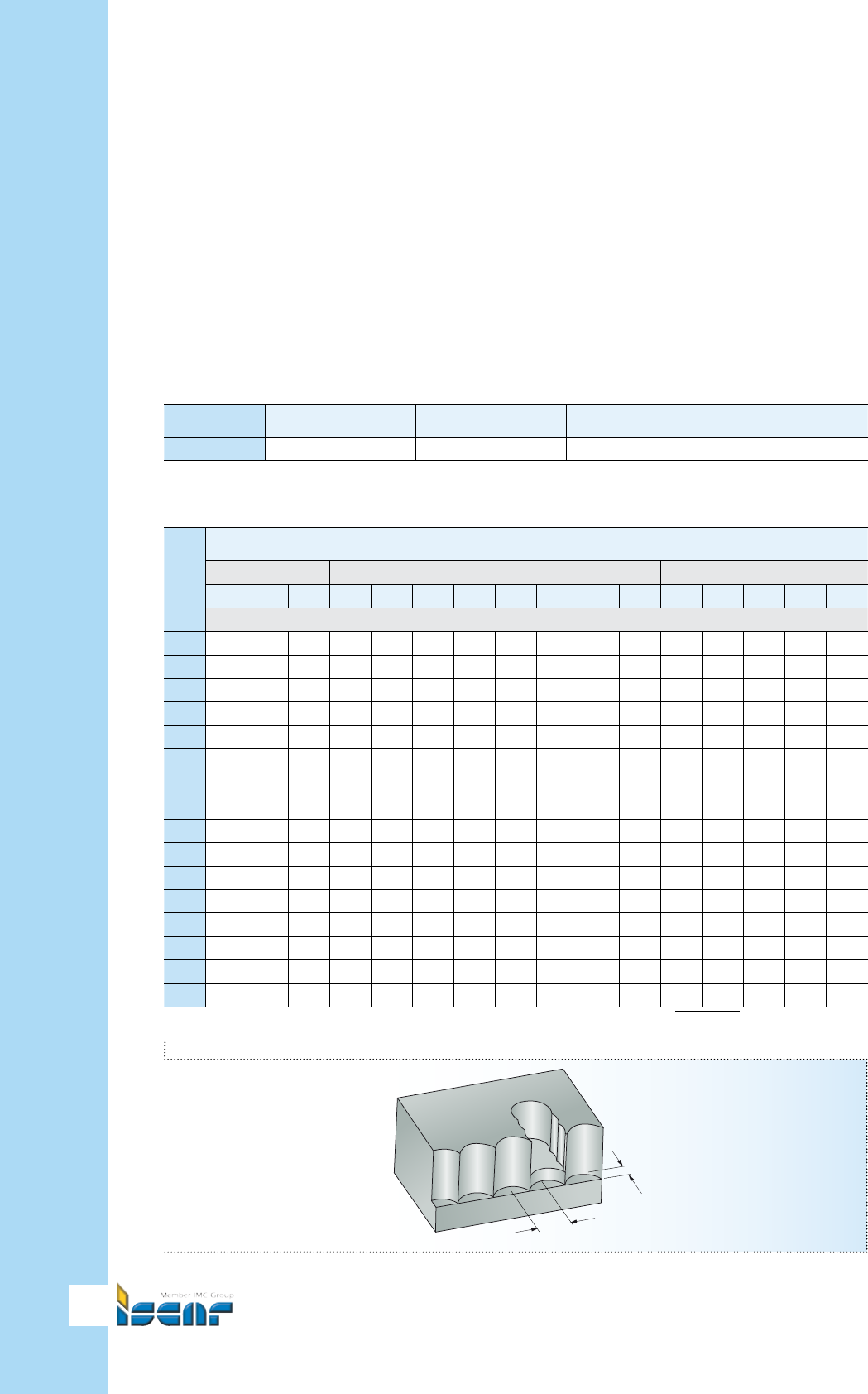
Milling Tools
118
∆ae
L1
Fig. 56
Starting cutting speed Vc and feed per tooth fz can be found from the following equations (17) and (18):
Vc = Vo x KH x Kt (17)
fz =
fzo
x
KH
(18)
Where: Vo – basic cutting speed for 20 min. tool life (Table 88)
KH – overhang coefficient (Table 86)
Kt – tool life factor (Table 8)
fzo – basic starting feed (Table 89)
Table 86 Overhang Coefficient KH for the TANGPLUNGE Cutters
as the Function of Ratio of Overhang H to Cutter Diameter D
Table 87 TANGPLUNGE HTP…LN Plungers:
Maximal Stepover L1max and Width of Plunge ae for Cutter Diameter D* (Fig. 56)
H/D to 4 over 4 to 6 over 6 to 8 over 8 to 10
KH 1 0.9 0.8 0.7
ae,
mm
D, mm
HTP… 06 HTP…10 HTP…16
16 20 25 25 32 35 40 42 50 52 50 52 63 66 80 100
L1max, mm
1 7.7 8.7 9.8 9.8 11.1 11.7 12.5 12.8 14 14.3 14 14.3 15.7 16.1 17.8 19.9
2 10.5 12 13.5 13.5 15.4 16.2 17.4 17.8 19.5 20 19.5 20 22 22.6 24.9 28
3 12.4 14.2 16.2 16.2 18.7 19.6 21 21.6 23.8 24.3 23.8 24.3 26.8 27.5 30.4 34.1
4 13.8 16 18.3 18.3 21.2 22.3 24 24.6 27.1 27.7 27.1 27.7 30.7 31.4 34.8 39.1
4.5 14.3 16.7 19.2 19.2 22.2 23.4 25.2 25.9 28.6 29.2 28.6 29.2 32.4 33.2 36.8 41.4
5 17.3 20 20 23.3 24.5 26.5 27.2 30 30.7 30 30.7 34 34.9 38.7 43.6
6 21.3 25 26.4 28.6 29.4 32.5 33.2 32.5 33.2 37 37.9 42.1 47.5
7 22.4 26.4 28 30.3 31.3 34.7 35.5 34.7 35.5 39.6 40.6 45.2 51
7.5 22.9 27.1 28.7 31.2 32.2 35.7 36.5 35.7 36.5 40.8 41.8 46.6 52.6
8 27.7 29.4 32 33 36.7 37.5 36.6 37.5 41.9 43 48 54.3
9 38.5 39.3 43.1 45.3 50.5 57.2
10 40 41 46 47.3 52.9 60
11 41.4 42.5 47.8 49.2 55.1 62.6
12 42.7 43.8 49.5 50.9 57.1 65
13 43.8 45 51 52.5 59 67.3
14 52.4 53.9 60.8 69.4
* The relationship between L1max and ae is given by the following formula: L1max = 2×√D× ae -ae²

Milling Tools
Die and Mold
119
Table 88 TANGPLUNGE HTP …LN Plungers: Basic Cutting Speed Vo, m/min*
ISO Class
DIN/ISO 513
ISCAR
Mat. Group**
Vo for Grades
IC808 IC810 IC830 IC928 IC330 IC328
P
1 190 175 165 155 150 145
2-4 175 155 150 140 135 135
5 155 145 140 135 130 130
6, 7 150 140 135 130 125 120
8, 9 150 140 135 130 125 120
10 140 140 135 130 125 120
11 130 125 125 120 115 110
M
12, 13 145 135 130 125 120
K
15-16 210 230 210 200
17-18 175 180 170 165
H
38.1 105 95 90
* For 20 min. tool life
** ISCAR material group in accordance with VDI 3323 standard
- More suitable grade
Table 89 TANGPLUNGE HTP …LN Plungers: Basic Starting Feed fzo, mm/tooth
* ISCAR material group in accordance with VDI 3323 standard
ISO
Class
DIN/ISO 513
ISCAR
Material
Group*
fzo for Grades
IC808
IC810
IC830
IC928
IC330
IC328
P
1 0.12 0.13 0.14 0.15
2-4 0.11 0.11 0.12 0.13
5 0.1 0.11 0.12 0.12
6, 7 0.1 0.11 0.12 0.12
8, 9 0.09 0.1 0.11 0.12
10 0.08 0.09 0.1 0.11
11 0.08 0.09 0.1 0.1
M
12, 13 0.08 0.1 0.1
K
15-16 0.13 0.15 0.16
17-18 0.11 0.12 0.13
H
38.1 0.07 0.08
Plunge in chips
In plunge milling pockets and cavities, especially those with considerable depth, chip evacuation is
highly important. Horizontal machines have good conditions for removing chips, however the
situation with vertical machines is worse. For the latter it is very important to use the machining
strategy with a tool route that ensures collecting the chips away from the tool cutting movement
(at the bottom of a cavity, for example) in order to prevent compressing and re-cutting the chips,
which can cause serious problems and thus significantly reduce tool life.
Please note
Plunging can be a good solution for unstable and low-power milling machine tools.

Milling Tools
120
There two
kinds of inserts intended for the HTP plungers: general-duty HTP LNHT…ER and HTP
LNHT…ETR – that are recommended for machining hardened and hard-to-cut steel and for heavy
cutting conditions.
Example
Side
plunging by shell milling cutter HTP D040-4-16-R-LN10 with inserts HTP LNHT 1006 ER IC830
is proposed for machining a die cavity on a new machine tool. The cavity material is pre-hardened
steel AISI P20, HRC 30…35. For necessary plunging depth 100 mm the cutter will be mounted in shell
endmill holder DIN69871 40 SEMC 16X100; and this tool assembly will have an overhang of 140 mm.
The width
of plunge and the stepover are 5 mm and 20 mm, respectively.
Estimate starting
cutting data for 60 min. tool life.
The material
in the mentioned conditions represents ISCAR material group No.9.
Basic cutting
speed Vo = 135 m/min (Table 88).
Basic starting
feed fzo = 0.11 mm/tooth (Table 89).
Overhang/cutter diameter
= 140/40 < 4, then overhang coefficient KH = 1 (Table 86).
Therefore:
Starting speed
for estimated tool life 60 min. (Kt=0.8, Table 8) Vc = 135×1×0.8=108 (m/min) (may be
accepted as 110 m/min)
Starting feed
= 0.11×1= 0.11 (mm/tooth)
Spindle speed = 1000×108/(π×40)≈860 (rpm)
Feed speed fz= 0.11×4×860≈378 (mm/min)
ITA –
Your
helper for finding the most efficient cutting tool
ITA, Iscar Tool Advisor, is a parametric search engine that takes computer-aided tool and process
selection to an entirely new level. It “thinks” like a process engineer and allows finding the right tool
resting on a huge knowledge base of best practice worldwide.
Three key features separate ITA from the other available tooling search engines:
• Quick Search/Advanced Search Option – With just three application facts, the Quick Search
provides the best starting ideas and processing strategies, with priority by productivity.
The Advanced Search Option takes more comprehensive application input, helps the user narrow
choices down and delivers a fully developed optimum solution.
• Accommodates Shop Preferences and Variables – The user can stipulate such preferences as solid
vs. indexable tooling, tool brand/family as well as productivity/tool cost and power
management priorities. Variables include machine power and condition, type of cut, available
spindle speed, part shape/rigidity, setup stability, overhang, secondary operations and many more.
The Variables feature makes ITA valuable for job shops as well as dedicated applications.
ISCAR recognizes that most shops want to be able to use a tool for more than one job.
• Processing Solutions, Not Just Tooling Solutions – With Advanced Search, the user can get
recommended machining parameters for a given shop environment, as well as a short list of
tooling solutions.
Visit www.iscar.com/ITA and see the ITA’s true value!

Hole Making Tools
Die and Mold
121
Hole Making Tools
When speaking about cutting tools for die and mold making, we first of all mean milling tools. Indeed,
the milling tools are so specific for die and mold manufacturing and most machining operations during
this process relate to milling. However, it is hard to imagine die and mold production without hole
making. Hence, we consider it necessary to add a short profile of some popular ISCAR tools
for hole making.
ISCAR’s broad hole making line includes a rich variety of drills, reamers, counterbores and countersinks
of various kinds: solid, indexable or with interchangeable heads.
One of the most effective products for short-to-medium depth of drilling is SUMOCHAM – a relatively
new family of drills with interchangeable carbide heads (Fig. 57). The heads are available in four cutting
geometries intended for main types of engineering materials. Being clamped into steel shanks of
different lengths produces efficient tools for drilling holes of various depths: from one and a half to eight
hole diameters. The unique clamping mechanism allows for machining with exceptionally high cutting
parameters. The shanks are designed with twisted nozzles for coolant and exhibit durable and stably
constructed bodies with excellent chip evacuation properties.
SUMODRILL is a family of relatively large diameter drills (more than 60 mm). It features a drill body that
carries cartridges with square indexable inserts. Each drill is supplied with a set of a shim plates for
adjusting the drill’s diameter within a corresponding range if it will be necessary (Fig. 58).
CHAMGUN, a family of deep hole drills with replaceable heads (Fig. 59), is intended for productive
high-precision machining with good surface quality. A single drill body can carry different types of drill
head profiles designed for various workpiece materials. There is no need to remove the drill for head
replacement – it can be done inside the machine.
In comparison with conventional reaming methods, BAYO T-REAM, a family of high speed reamers
with interchangeable carbide heads, allows for considerable increase of productivity. The reamers
with their unique quick-change bayonet mechanism for securing the heads are suitable for reaming
applications of H7 hole tolerance range. Internal coolant channels provide coolant supply directly to
cutting edges.
Table 90 contains general data regarding the most often used drilling families
Fig. 57

Hole Making Tools
122
Fig. 58
Fig. 59
Set of Shim Plates
Cartridge Clamping
Screw and Washer
Drill Body
Internal Cartridge
Shim Plate Screw
External Cartridge
Shim Plate
Modularity and versatility
One body that carries various heads and one head suitable for different bodies – similar to the
milling cutters – such a principle is successfully applied to the hole making line. Versatile robust
drills and reamers with interchangeable cutting heads designed in accordance with this principle,
such as SUMOCHAM, CHAMGUN and BAYO T-REAM, give the die and mold maker effective tools
with no setup time for increasing productivity and profitability in die and mold manufacturing.
Family Designation Type
Diam. Range,
mm
Max. Drilling
Depth
Remarks
SOLIDDRILL
SCD…
Solid
carbide
0.8…20 5×D*
two-flute3…10 8×D
5…10 20×D
SCCD… 3…20 5×D three-flute
SUMOCHAM DCN… With interchangeable
heads
6…25.9 12×D
DR-TWIST DR… With indexable inserts 12…60 5×D
ISCAR DR-DH DR-DH… With indexable inserts 25.4…69.5 5×D and up semi-standard
SUMODRILL DR…CA-N With indexable inserts in cartridges 61…80 ~2.5×D adjustable
CHAMGUN STGT… With interchangeable heads 10…16 deep hole
drilling
semi-standard
Table 90 Selected ISCAR Drilling Families
* D - drill nominal diameter

Die and Mold
123
3P (3): Productivity, performance, and profitability
Triple P not only emphasizes the newest products, but reflects 3 main principles, “3 pillars” of
ISCAR’s philosophy regarding the aim of cutting tools for the customer. By advanced tools to higher
productivity for improving the work performance and to increase profitability – this is the real way for
fruitful collaboration and partnership between ISCAR and the customer.
In Summation
We hope that ISCAR’s reference guide will provide you with brief but necessary information, that will
help you to select the most suitable cutting tool and define relevant initial cutting data.
We consider the guide to be a practical supplement to our catalogs and technical papers, and will be
pleased if you will find it useful for solving real tooling problems.
The scope of the guide has allowed us only to touch upon some themes related to the cutting tools
used for die and mold making. Therefore we are waiting for your response. Do you find the guide to be
useful? What do you want to add? Delete? What is you own experience with ISCAR tools in die and
mold manufacturing?
We are waiting for your comments in order to improve the guide and change it in cooperation with you,
in order to become more effective.

Technical Information
124
Values for Motor Power Pm
Motor Power Pm has a value of approximately 7 to 12% Maximum Machine Power
Max. Machine Power (kW) Motor Power P
m
(kW)
5.5 0.4
7.5 0.4-0.6
11.0 1.0
15.0 1.5
18.0 2.2
22.0 2.5
P = Pc + Pm
P - Total Machining Power
Pc - Net Power=Cutting Power
Pm - Motor Power (while not cutting)
κ
ap
fz
D
Vf
N
f
z
b
hm
N
V
f
Vc [m/min] Cutting speed
D [mm] Tool diameter
N [RPM] Spindle speed
Vf [mm/min] Feed speed
fz [mm/tooth] Feed per tooth
Z Number of
cutting edges
fN [mm/rev] Feed per revolution
Q [cm
3
/min] Metal removal rate
ap [mm] Depth of cut
b [mm] Width of cut
Th [min] Machining time
Lw [mm] Machining length
Kc [N/mm
2
] Specific cutting force
Kc1
(1)
[N/mm
2
] Specific cutting force
for 1 mm
2
chip section
Hm [mm] Average chip thickness
mc Chip thickness factor
k [degrees] Cutting edge angle
P [kW] Machining power
h Machine efficiency
Calculations
Cutting speed
Spindle speed
Feed speed
Feed per tooth
Feed per revolution
Metal removal rate
Machining time
Specific cutting force
Average chip thickness in shoulder
milling for b/D≤0.1
Average chip thickness in shoulder
milling for b/D>0.1
Machining power
Vc =
π
*
D
*
N [m/min]
1000min
N =
Vc
*
1000 [rev/min]
π
*
D
V
f
= f
z
*
Z
*
N [mm/min]
f
z
=
V
f
[mm/tooth]
N
*
Z
f
N
= fz
*
Z [mm/rev]
Q =
a
p
*
b
*
V
f
[cm
3
/min]
1000
Th =
L
w
[min]
V
f
K
c
=
K
c1
*
h
m
-mc
h
m
≈f
z
*
b
[mm]
D
hm =
( sink
*
180
*
b
*
f
Z
)
[mm]
π
*
D
*
arcsin (
b/D)
P =
( a
p
*
b
*
V
f
*
k
c
)
[kW]
6
*
10
7
*
h
√
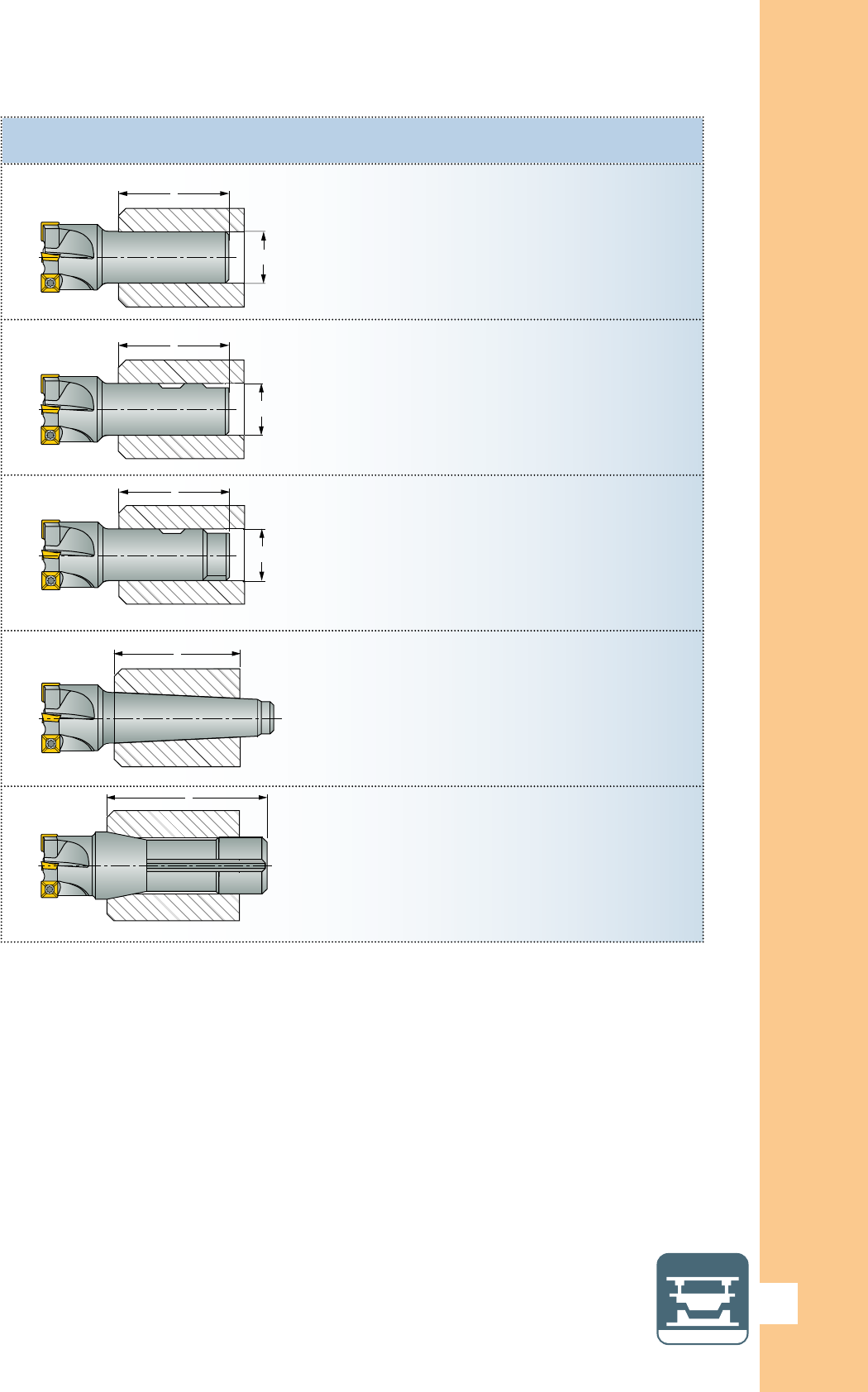
Technical Information
125
Die and Mold
l
d
l
d
d
l
l
l
Cylindrical
Weldon
Combined Shank
(Clarkson)
Morse
Bridgeport
Shank
Diameter (d)
10
16
20
25
32
40
12
16
20
25
32
40
50
16
20
25
32
40
CM 2
CM 3
CM 4
Recommended
Min. l Value
1.5xd
1.5xd
1.5xd
1.5xd
1.5xd
1.5xd
45
48
50
56
60
70
80
39
—
53
54
75
64
81
102.5
101.6
Endmill Shank Styles

Technical Information
126
d
a
E
b
d
1
d
a
E
b
d
1
a
d
b
E
b
E
a
d
d
1
Style A
Style B
Style C
Style D
16
22
27
19
20
23
13.5
18
38
8.4
10.4
12.4
5.6
6.5
7.0
22
27
32
40
20
25
25
33
31
38
46
56
10.9
12.4
14.4
16.4
6.5
7.0
8.0
9.0
d E d
1
a b
40
60
60
d
33
38
38
E
65
—
—
d
1
66.7
—
101.6
d
2
—
—
177.8
d
3
16.4
25.7
25.7
a
9.0
14.0
14.0
b
Face Mills Arbor Hole Styles

Technical Information
127
Die and Mold
According to DIN / ISO 513 and VDI 3323
Steel Stainless Steel Cast Iron
Hardened SteelHigh Temp. AlloysNonferrous
MATERIAL GROUPS
ISO Material Condition
Tensile
Strength
[N/mm
2
]
Kc
[N/mm
2
] m
c
Hardness
HB
Material
No.
P
Non-alloy steel
and cast steel,
free cutting steel
< 0.25 %C Annealed 420 1350 0.21 125 1
>= 0.25 %C Annealed 650 1500 0.22 190 2
< 0.55 %C Quenched and tempered 850 1675 0.24 250 3
>= 0.55 %C Annealed 750 1700 0.24 220 4
Quenched and tempered 1000 1900 0.24 300 5
Low alloy steel
and cast steel
(less than 5% of
alloying elements
Annealed
600 1775
0.24
200 6
930 1675
0.24
275 7
Quenched and tempered
1000 1725
0.24
300 8
1200 1800
0.24
350 9
High alloy steel,
cast steel, and tool steel
Annealed
680 2450 0.23 200 10
Quenched and tempered
1100 2500 0.23 325 11
M
Stainless steel and
cast steel
Ferritic/martensitic
680 1875 0.21 200 12
Martensitic
820 1875 0.21 240 13
Austenitic
600 2150 0.20 180 14
K
Grey cast iron (GG)
Ferritic
1150 0.20 180 15
Pearlitic
1350 0.28 260 16
Cast iron
nodular (GGG)
Pearlitic/ferritic
1225 0.25 160 17
Pearlitic/martensitic
1350 0.28 250 18
Malleable cast iron
Ferritic
1225 0.25 130 19
Pearlitic
1420 0.3 230 20
N
Aluminum-
wrought alloy
Not cureable
700 0.25 60 21
Cured
800 0.25 100 22
Aluminum-cast,
alloyed
<=12% Si Not cureable
700 0.25 75 23
Cured
700 0.25 90 24
>12% Si High temperature
750 0.25 130 25
Copper alloys
>1% Pb Free cutting
700 0.27 110 26
Brass
700 0.27 90 27
Electrolyitic copper
700 0.27 100 28
Non-metallic
Duroplastics, fiber plastics
29
Hard rubber
30
S
High temp. alloys
Fe based
Annealed
2600 0.24 200 31
Cured
3100 0.24 280 32
Ni or Co
based
Annealed
3300 0.24 250 33
Cured
3300 0.24 350 34
Cast
3300 0.24 320 35
Titanium and
Ti alloys
RM 400 1700 0.23 36
Alpha+beta alloys cured
RM 1050 2110 0.22 37
H
Hardened steel
Hardened
4600 55 HRC 38
Hardened
4700 60 HRC 39
Chilled cast iron Cast
4600 400 40
Cast iron Hardened
4500 55 HRC 41
Specific cutting force for 1 mm
2
chip section.
Chip thickness factor.

Technical Information
128
ISCAR MATERIAL GROUPS
According to VDI 3323 Standard
Material
Group
AISI/SAE Material No. DIN BS EN AFNOR
1 A 366 (1012) 0.0030 C10 040 A 10 AF 34 C 10
1008 045 M 10 XC 10
1449 10 CS
1 1.0028 Ust 34-2 (S250G1T) A 34-2
1 1.0034 RSt 34-2 (S250G2T) 1449 34/20 HR,
HS,CR,CS A 34-2 NE
1 1.0035 St185 (Fe 310-0) Fe 310-0 A 33
St 33 1449 15 HR,HS
1 A 570 Gr. 33,36 1.0036 S235JRG1 (Fe 360 B) Fe 360 B
Ust 37-2 4360-40 B
1 1.0037 S235JR (Fe 360 B) Fe 360 B
St 37-2 4360-40 B E 24-2
1 1115 1.0038 GS-CK16 030A04 1A
1 A 570 Gr. 40 1.0044 S275JR (Fe 430 B) Fe 430 B FN
St44-2 1449 43/25 HR, HS
4360-43 B E 28-2
1 1.0045 S355JR 4360-50 B E 36-2
1 A 570 Gr.50 1.0050 E295 (Fe 490-2) Fe 490-2 FN
A572 Gr.50 St 50-2 4360-50 B A 50-2
1 A 572 Gr. 65 1.0060 E335 (Fe 590-2) Fe 60-2
St 60-2 4360-55 E; 55 C A 60-2
1 1.0060 St60-2
1 1.0070 E360 (Fe 690-2) Fe 690-2 FN A 70-2
St 70-2
1 1.0112 P235S 1501-164-360B LT20 A37AP
1 1.0114 S235JU;St 37-3 U 4360-40C E 24-3
1 A 284 Gr.D 1.0116 S235J2G3 (Fe 360 D 1) Fe 360 D1 FF E 24-3
A 573 Gr.58 St 37-3 1449 37/23 CR E 24-4
A 570 Gr 36;C 4360-40 D
A 611 Gr. C
1 1.0130 P265S 1501-164-400B LT 20 A 42 AP
1 1.0143 S275J0; St 44-3 U 4360-43C E 28-3
1 A 573 Gr. 70 1.0144 S275J2G3 (Fe 430 D 1) Fe 430 D1 FF E 28-3
A 611 Gr.D St 44-3 4360-43 C; 43 D E 28-4
1 1.0149 S275JOH; RoSt 44-2 4360-43C
1 1.0226 DX51D; St 02 Z Z2 GC
1 M 1010 1.0301 C10 040 A 10 AF 34 C 10
045 M 10 XC 10
1449 10 CS
1 A 621 (1008) 1.0330 DC 01 1449 4 CR
St 2; St 12 1449 3 CS TC
1 A 619 (1008) 1.0333 Ust 3 (DC03G1) 1449 2 CR;3 CR E
Ust 13
1 A 621 (1008) 1.0334 UStW 23 (DD12G1) S C

Technical Information
129
Die and Mold
SS UNI UNE JIS GOST
C 10 F.1511 S 10C 10
1 C 10 F.151.A
Fe 330,Fe 330 B FU SS 330
Fe 330 B FN St2sp
1300 Fe 320 Fe 310-0 St0
1311 FE37BFU AE 235 B 16D, 18Kp
1312 Fe 360 B St3Kp
1311 Fe 360 B AE 235 B STKM 12 A;C
1449 37/23 HR Fe 360 B
1325
1412 Fe 430 B AE 275 B SM 400 A;B;C St3ps; sp
Fe 430 B FN Fe 430 B FN
2172 Fe 510 B AE 355 B
1550 Fe 490 a 490-2 SS 490 St5ps; sp
2172 Fe 490-2 FN
1650 Fe 60-2 A 590-2 SM 570 St6ps; sp
Fe 590 Fe 590-2 FN
FE60-2
1655 Fe 70-2 A 690-2
Fe 690 Fe 690-2 FN
Fe 360 C AE 235 C
Fe 360 C AE 235 C
1312 Fe 360 D1 FF
1313 Fe 360 C FN AE 235 D St3kp; ps; sp
Fe 360 D FF Fe 360 D1 FF 16D
Fe 37-2
SPH 265
1414-01 Fe 430 D AE 275 D
1411, 1412 Fe 430 B, Fe 430 C (FN) AE 275 D SM 400 A;B;C St4kp; ps; sp
1414 Fe 430 D (FF) Fe 430 D1 FF
1412-04 Fe 430 C Fe 430 C
1151 10 FeP 02 G FeP 02 G
C 10 F.1511 S 10C 10
1 C 10 F.151.A
1142 FeP 00 AP 11 SPHD 15 kp
FeP 01
FeP 02 AP 02 SPCD
FeP 12 AP 12 SPHE 10kp
Technical Information
130
ISCAR MATERIAL GROUPS
According to VDI 3323 Standard
Material
Group
AISI/SAE Material No. DIN BS EN AFNOR
1 A 622 (1008) 1.0335 DD13; StW 24 1449 1 HR 3 C
1 A 620 (1008) 1.0338 DC04 1449 1 CR;2 CR ES
St4; St 14
1 A 516 Gr. 65; 55 1.0345 P235GH 1501 Gr. 141-360 A 37 CP;AP
A 515 Gr. 65;55 H I 1501 Gr. 161-360; 151-360
A 414 Gr. C 1501 Gr. 161-400; 154-360
A 442 Gr.55 1501 Gr. 164-360; 161-360
1 (M) 1020 1.0402 C22 055 M 15, 070 M 20 2C/2D AF 42 C 20;
M 1023 1499 22 HS, CS XC 25;1 C 22
1 1020 1.0402 C22 050A20 2C/2D CC20
1 1020;1023 1.0402 C22 055 M 15;070 M 20 2C AF 42 C 20;
XC 25;1 C 22
1 1.0425 P265GH H ll 1501 Gr. 161-400;151-400 A 42 CP; AP
1501 Gr. 164-360; 161-400
1501 Gr. 164-400;154-400
1 A27 65-35 1.0443 GS-45 A1 E 23-45 M
1 1.0539 S355NH;StE 335 TSE 355-4
1 1.0545 S355N; StE 355 4360-50E E 355 R
1 1.0546 S355NL;TStE 355 4360-50EE E 355 FP
1 1.0547 S355JOH 4360-50C TSE 355-3
1 1.0549 S355 NLH;TStE 355
1 1.0553 S355JO;St 52-3U 4360-50C E 36-3
1 A 633 Gr.C 1.0562 P355N 1501 Gr.225-490A LT 20 FeE 355 KG N
A 588 StE 355 E 355 R/FP;
A 510 AP
1 1.0565 P355NH; WStE 355 1501-225-490B LT 20 A 510 AP
1 1.0566 P355NL1; TStE 355 1501-225-490A LT 50 A 510 FP
1 1 1.0570 S355J2G3 Fe 510 D1 FF E 36-3
St 52-3 1449 50/35 HR>HS E 36-4
4360-50 D
1 1213 1.0715 9 SMn 28 (1SMn30) 230 M 07 S 250
1 1213 1.0715 9 SMn 28 230 M 07 S 250
1 12 L 13 1.0718 9 SMnPb 28 S 250 Pb
(11SMnPb30)
1 1108 1.0721 10 S 20 (210 M 15) 10S20
1109 10F 2
1 11 L 08 1.0722 10 SPb 20 10PbF 2
1 11 L 08 1.0722 10 SPb 20 10 PbF 2
1 1215 1.0736 9 SMn 36 11SMn37) S 300
1 12 L 14 1.0737 9 SMnPb 36 S 300 Pb
(11SMnPb37)
1 1.0972 S315MC; QStE 300 TM 1501-40F30 E 315 D
1 1.0976 S355MC; QStE 360 TM 1501-43F35 E 355 D
1 1.0982 S460MC; QStE 460 TM 1501-50F45

Technical Information
131
Die and Mold
SS UNI UNE JIS GOST
FeP 13 AP 13 SPHE 08kp
1147 FeP 04 AP 04 SPCE 08Ju; JuA
1331 FeE235, Fe 360 1 KW;KG A 37 RC I SGV 410, SGV 450
1330 Fe 360 2 KW;KG RA II SGV 48, SPV 450;
SPV 480
1450 C 20 1 C 22 F.112 S20C 20
C 21, C 25
1450 C20C21 F.112 S22 C 20
1450 C 20; 1 C 22F.112 S 20 C;S 22 C
C 21;C 25
1431 Fe 410 1 KW; KG; A 42 RC I SPV 315; SPV 355 16K
1430 KT Fe 410 2 KW; KG A 42 RC II SG 295; SGV 410 20K
1432 SGV 450; SGV 480
1305
2134-04 Fe 510 B Fe 355 KGN
2334-01 FeE 355 KG AE 355 KG
2135-01 FeE 355 KT AE 355 KT
2172-04 Fe 510 C Fe 510 C
2135 Fe 510 D FeE 355 KTM
Fe 510 C
2106 FeE 355 KG;KW AEE 355 KG;DD SM 490 A;B;C; YA;YB 15GF
2106 FeE 355-2
2107-01 FeE 355-3
2132, 2133 17GS AE 355 D SM 490 A;B;C;YA;YB 17GS
2134, 17G1S Fe 510, D1 FF 17G1S
2174
1912 CF SMn 28 F.2111 - 11 SMn 28 SUM 22
1912 CF 9 SMn 28 11 SMn 28 SUM 22
1914 CF 9 SMnPb 28 F.2112-11 SMnPb 28 SUM 22 L
SUM 23 L, SUM 24 L
CF 10 S 20 F. 2121 - 10 S 20
CF 10 SPb 20 F.2122-10 SPb 20
CF 10 SPb 20 10 SPb 20
CF 9 Mn 36 F.2113 - 12 SMn 35 SUM 25
1926 CF 9 SMnPb 36 F.2114- 12 SMnPb 35
2642 FeE 355TM

Technical Information
132
Material
Group
AISI/SAE Material No. DIN BS EN AFNOR
1 1.0984 S500MC; QStE 500 TM E 490 D
1 1.0986 S500MC; QStE 500 TM 1501 - 60F55 E 560 D
1 1010 1.1121 CK 10 040 A 10 XC 10
(C10E)
1 1.1121 St 37-1 4360 40 A
1 1015 1.1141 CK 15 040 A 15 32C XC 12 XC 15
(C15E) 080 M 15 XC 18
1 1020 1.1151 C22E 055 M 15 2 C 22 XC 18
1023 CK 22 (070 M 20) XC 25
1 D 3 1.2080 X 210 Cr 12 BD 3 Z 200 C 12
1 A36 St 44-2 4360 43 A NFA 35-501 E 28
1 StE 320-3Z 1 501 160
1 A572-60 1.8900 StE 380 4360 55 E
2 (M) 1025 1.0406 C 25 070 M 26 1 C 25
2 1.0416 GS-38 20-400 M
2 A 537 CI.1 1.0473 P355GH 19 Mn 6 A 52 CP
A 414 Gr. G
A 612
2 1035 1.0501 C35 080 A 32, 080 A 35 1 C 35
080 M 36, AF 55 C 35
1449 40 CS XC 38
2 1045 1.0503 CF 45 060 A 47 XC 42 H 1 TS
(C45G) 080 M 46
2 1040 1.0511 C40 080 M 40 1 C 40
AF 60 C 40
2 1.0540 C 50
2 A27 70-36 1.0551 GS-52 A2 280-480 M
2 A148 80-40 1.0553 GS-60 A3 320-560 M
2 A738 1.0577 S355J2G4 (Fe 510 D 2) Fe 510 D2 FF A 52 FP
1501 Gr.224-460
1501 Gr. 224-490
2 1140 1.0726 35 S 20 212 M 36 8M 35MF 6
2 1146 1.0727 45 S 20 (46S20) 45 MF 4
2 1035 1.1157 40Mn4 150 M 36 15 35 M 5
1041 40 M 5
2 1025 1.1158 C25E (070 M 25) 2 C 25
CK 25 XC 25
2 1536 1.1166 34Mn5
2 1330 1.1170 28Mn6 (150 M 28), (150 M 18) 20 M 5, 28 Mn 6
2 1330 1.1170 28 Mn 6 150 M 5 20 M 5
2 1330 1.1170 28Mn6 14A 20M5
2 1.1178 C30E; CK 30 080M30 XC 32
2 1035 1.1180 C35R 080 A 35 3 C 35
Cm 35 XC 32
ISCAR MATERIAL GROUPS
According to VDI 3323 Standard

Technical Information
133
Die and Mold
SS UNI UNE JIS GOST
2662 FeE 490 TM
FeE 560 TM
1265 C 10, 2 C 10 F-1510-C 10 K S 9 CK
2 C 15 S 10 C 08;10
1300
1370 C 15 C 16 F.1110-C 15 K S 15 15
F.1511-C 16 K S 15 CK
1450 C 20 C 25 F.1120-C 25 K S 20 C, S 20 CK 20
S 22 C
Ch12
1411
1421
2145 FeE390KG S25C
C 25 1 C 25
1306
2101 Fe E 355-2 A 52 RC I RA II SGV 410
2102 SGV 450
SGV 480
1572 C 35 F.113 S 35 C 35
1550 1 C 35
1672 C 43 S 45 C 45
C 46
C40 1 C 40 F.114.A
1674 C 50 1 C 50
1505
1606
2107 A 52 RB II
AE 355 D
1957 F.210.G
1973
40G
C25 F.1120 - C 25 K S 25 C 25
S 28 C
TO.B SMn 433 H
C 28 Mn 28 Mn 6 SCMn 1 30G
C28Mn SCMn1
C 30 2 C 30
1572 F.1135-C 35 K-1

Technical Information
134
Material
Group
AISI/SAE Material No. DIN BS EN AFNOR
2 1035 1.1181 C35E 080 A 35 2 C 35, XC 32
1038 CK 35 (080 M 36) XC 38 H 1
2 1035 1.1181 C35E 080 A 35 XC 38
CK 35 (080 M 36
2 1042 1.1191 GS- Ck 45 080 A 46 XC 45
2 1049 1.1206 C50E 080 M 50 2 C 50
1050 CK 50 XC 48 H 1;
XC 50 H1
2 1050 1.1213 Cf 53 070 M 55 XC 48 H TS
1055 (C53G)
2 4520 1.5423 22Mo4 1503-245-420
3 1.0050 St50-2
3 A 516 Gr.70 1.0481 P295GH 1501 Gr. 224 a 48 Cp;AP
A 515 Gr. 70 17 Mn 4
A 414 Gr.F; G
3 1043 1.0503 C35 060 A 47 1 C 45
080 M 46 AF 65 C 45
1449 50 HS, CS
3 1074 1.0614 C 76 D; D 75-2 XC 75
3 1086 1.0616 C 86 D; D 85-2 XC 80
3 1095 1.0618 C 92 D;D 95-2 XC 90
3 1036 1.1165 30Mn5 120 M 36 35 M 5
1330 (150 M 28)
3 1335 1.1167 36Mn5 150 M 36 40 M 5
3 1040 1.1186 C40E 060 A 40, 080 A 40 2 C 40
CK 40 080 M 40 XC 42 H 1
3 1045 1.1191 C45E 080 M 46 2 C 45
CK 45 060 A 47 XC 42 H 1
XC 45
XC 48 H 1
3 1049 1.1201 C45R 080 M 46 3 C 45
Cm 45 XC 42 H 1
XC 48 H 1
3 1.7242 18 CrMo 4
3 A 387 Gr. 12 CI 1.7337 16 CrMo 4 4
3 A 387 Gr. 12 CI. 1.7337 16 CrMo 4 4
3 1.7362 12 CrMo 19 5 3606-625 Z 10 CD 5.05
3 A572-60 17 MnV 6 436055 E NFA 35-501 E 36
4 1055 1.0535 C55 070 M 55 1 C 55
AF 70 C 55
4 1060 1.0601 C60 060 A 62 43D 1 C 60
1449 HS,CS AF 70 C 55
4 107 1.0603 C67 080 A 67
1449 70 HS XC 65
ISCAR MATERIAL GROUPS
According to VDI 3323 Standard

Technical Information
135
Die and Mold
SS UNI UNE JIS GOST
1550 C 35 F.1130-C 35 K S 35 C 35
1572
1572 C36 S35C
1660 C45 F-1140 45
1674 C 50 50
1674 C 53 S 50 C 50
16 Mo 5 KG; KW F.2602- 16 Mo 5 SB 450 M; SB 480 M
FE50
Fe 510 KG;KT;KW A 47 RC I RA II SG 365, SGV 410 14G2
Fe 510-2 KG;KT;KW SGV 450
FeE 295 SGV 480
1672 C 45 F.114 S 45 C 45
1650 1 C 45
75
C 85 85
F.8211-30 Mn 5 SMn 433 H 27ChGSNMDTL
f.8311-AM 30 Mn 5 SCMn 2 30GSL
2120 F. 1203-36 Mn 6 ssmN 438 (H) 35G2
F. 8212-36 Mn 5 SCMn 3 35GL
C 40 S 40 C 40
1672 C 45 F.1140-C 45 K S 45 C 45
C 46 F.1142-C48 K S 48 C
1660 C 45 F.1145-C 45K-1 S 50 C
F.1147C 48 K-1
18 CrMo 4
A 18 CrMo 4 5 KW 15ChM
A 18 CrMo 4 5 KW
16 CrMo 20 5
2142
1655 C 55 S 55 C 55
1 C 55
C 60
1 C 60 S 58 C 60(G)
C 67

Technical Information
136
Material
Group
AISI/SAE Material No. DIN BS EN AFNOR
4 1074 1.0605 C75 1449 80 HS
1075
4 1055 1.1203 C55E 060 A 57 2 C 55
CK 55 070 M 55 XC 55 H 1
4 1055 1.1209 C55R 070 M 55 3 C 55
Cm 55 XC 55 H 1
4 1060 1.1221 C60E 060 A 62 43D 2 C 60
1064 CK 60 XC 60 H 1
4 1070 1.1231 Ck 67 060 A 67 XC 68
(C67E)
4 1074 1.1248 CK 75
1075 (C75E) 060 A 78 XC 75
1078
4 1086 1.1269 CK 85 (C85E) XC 90
4 1095 1.1274 Ck 101 (C101E) XC 100
4 W 112 1.1663 C 125 W Y2 120
4
5 1.0070 St70-2
5 1.7238 49 CrMo 4
5 1.7701 51 CrMoV 4
6 A573-81 65 1.0116 St 37-3 4360 40 B E 24-U
6 A515 65 1.0345 H1 1 501 161 A 37 CP
6 5120 1.0841 St 52-3 150 M 19 20 MC 5
6 9255 1.0904 55 Si 7 250A53 45 55S7
6 9254 1.0904 55 Si 7 250 A 53 55 S 7
6 9262 1.0961 60SiCr7 60SC6
6 L3 1.2067 100Cr6 BL3 Y100C6
6 L1 1.2108 90 CrSi 5
6 L2 1.2210 115CrV3 100C3
6 1.2241 51CrV4
6 1.2311 40 CrMnMo 7
6 4135 1.2330 35 CrMo 4 708 A 37 34 CD 4
6 1.2419 105WCr6 105WC13
6 0 1 1.2510 100 MnCrW 4 BO1 8 MO 8
6 S1 1.2542 45 WCrV7 BS1
6 S1 1.2550 60WCrV7 55WC20
6 L6 1.2713 55NiCrMoV6 55NCDV7
6 L6 1.2721 50NiCr13 55 NCV 6
6 O2 1.2842 90MnCrV8 BO2 90 MV8
6 E 50100 1.3501 100 Cr 2
6 52100 1.3505 100Cr6 2 S 135 31 100 C 6
535 A 99
6 1.5024 46Si7 45 S 7; Y 46
7;46 SI 7
ISCAR MATERIAL GROUPS
According to VDI 3323 Standard

Technical Information
137
Die and Mold
SS UNI UNE JIS GOST
C 75 75
1655 C 55 F.1150-C 55 K S 55 C 55
C 55 F.1155-C 55K-1
1665 C 60 S 58 C 60
1678 60G, 60GA
1770 C70 65GA
68GA , 70
774 C 75 75(A)
C 90 85(A)
1870 C 100 F-5117 SUP 4
2223
FE70-2
51 CrMoV 4
1312 Fe37-3
1330
2172 Fe 52 F-431
2085 55Si8 56Si7
2090
60SiCr8 60SiCr8
100Cr6 Ch
2092 105WCR 5
107CrV3KU
35 cRmO 8 KU
2234 35CrMo4 34CrMo4 SCM435TK
2140 10WCr6 105WCr5 ChWG
2140 10WCr6 105WCr5 SKS31
2710 45 WCrV8 KU 45WCrSi8 5ChW25F
2710 58WCr9KU
F.520.S SKT4 5ChNM
2550 f-528
2258 100Cr6 F.1310 - 100 Cr 6 SUJ2 SchCh 15
F. 1451 - 46 SI 7

Technical Information
138
Material
Group
AISI/SAE Material No. DIN BS EN AFNOR
6 9255 1.5025 51Si7 51 S 7
51 Si 7
6 9255 1.5026 55Si7 251 a 58 55 S 7
6 9260 1.5027 60Si7 251 A 60 60 S 7
251 H 60
6 9260 H 1.5028 65Si7 60 S 7
6 1.5120 38 MnSi 4
6 A 204 Gr.A 1.5415 16Mo3 1503-243 B 15 D 3
4017 15 Mo 3
6 4419 1.5419 20Mo4 1503-243-430
6 A 350-LF 5 1.5622 14Ni6 16N6
6 3415 1.5732 1 NiICr10 14 NC 11
6 3310; 3314 1.5752 14NiICr14 655M13 36A 12NC15
6 1.6587 17CrNiMo6 820A16 18NCD6
6 1.6657 14NiCrMo134
6 5015 1.7015 15Cr3 523 M 15 12 C 3
6 5132 1.7033 34Cr4 530A32 18B 32C4
6 5140 1.7035 41Cr4 530M40 18 42C4
6 5140 1.7045 42Cr41 530 A 40 42 C 4 TS
6 5115 1.7131 16MnCr5 527 M 17 16 MC 5
6 1.7139 16MnCr5
6 5155 1.7176 55Cr3 527 A 60 48 55 C 3
6 4135; 4137 1.7220 34CrMo4 708 Aa 37 35 CD 4
6 4142 1.7223 41CrMo4
6 4140 1.7225 42CrMo4 708 M 0 42 CD 4
6 1.7228 55NiCrMoV6G 823M30 33
6 1.7262 15CrMo5 12 CD 4
6 1.7321 20 mOcR 4
6 ASTM A182 F-12 1.7335 13CrMo4 4 1501-620Gr27
6 A 182-F11;12 1.7335 13 CrMo 4 4 1 501 620 Gr. 27 15 CD 4.5
6 ASTM A 182 F.22 1.7380 10CrMo9 10 1501-622gR31; 45
6 A182 F-22 1.7380 10 CrMo 9 10 1501-622 12 CD 9.10
6 1.7715 14MoV6 3 1503-660-440
6 A355A 1.8509 41CrAlMo 7 905 M 39 41B 40 CAD 6.12
7 A570.36 1.0038 S235JRG2 (Fe 360 B) Fe 360 B FU E 24-2NE
RSt 37-2 1449 27/23 CR
4360-40 B
7 3135 1.5710 36NiCr6 640A35 35NC6
7 1.5755 31 NiCr 14 653 M 31 18 NC 13
7 8620 1.6523 2 NiCrMo2 805M20 362 20 NCD 2
7 8740 1.6546 40 NiCrMo 22 311-Tyre 7
7 4130 1.7218 25CrMo4 CDS 110 25 CD 4
7 1.7733 24 CrMoV 5 5 20 CDV 6
7 1.7755 GS-45 CrMOV 10 4
ISCAR MATERIAL GROUPS
According to VDI 3323 Standard

Technical Information
139
Die and Mold
SS UNI UNE JIS GOST
2090 48 Si 7 F.1450-50 Si 7
50 Si 7
2085 2090 55 Si 7 F.1440 - 56 Si 7 55S2
60 Si 7 F. 1441 - 60 Si 7 60S2
50 P 7 SUP 6
2912 16Mo3(KG;KW) F. 2601 - 16 Mo 3
-2512 G 20 Mo 5 G 22 Mo5 SCPH 11
14 Ni 6 KG;KT F.2641 - 15 Ni 6
16NiCr11 15NiCr11 SNC415(H)
SNC815(H)
14NiCrMo13
14NiCrMo131
SCr415(H) 15Ch
34Cr4(KB) 35Cr4 SCr430(H) 35Ch
41Cr4 42Cr4 SCr440(H)
2245 41Cr4 42Cr4 SCr440
2511 16MnCr5 16MnCr5
2127
2253 SUP9(A) 50ChGA
2234 35ChM
41CrMo4 42CrMo4 SNB 22-1 40ChFA
2244
2512 653M31
2216 12CrMo4
2625
14CrMo4 5 14CrMo45
2216 12CrMo4 SCM415(H)
12ChM; 15ChM
2218 12CrMo9,10 TU.H
13MoCrV6
2940 41CrAlMo7 41CrAlMo7
1312 Fe 360 B FN AE 235 B FN;FU
Fe 360 B FN; FU St3ps; sp
2506 20NiCrMo2 20NiCrMo2 SNCM220(H) 20ChGNM
40NiCrMo2(KB) 40NiCrMo2 SNCM240 38ChGNM
2225 25CrMo4(KB) 55Cr3 SCM420/430
20ChM; 30ChM
21 CrMoV 5 11

Technical Information
140
Material
Group
AISI/SAE Material No. DIN BS EN AFNOR
7 1.8070 21 CrMoV 5 11
8 4142 1.2332 47 CrMo 4 708 M 40 19A 42 CD 4
8 A128 (A) 1.3401 G-X120 Mn 12 Z 120 M 12
8 3435 1.5736 36 NiCr 10 30 NC 11
8 9840 1.6511 36CrNiMo4 816M40 110 40NCD3
8 4340 1.6582 35CrNiM 6 817 M 40 24 35 NCD 6
8 1.7361 32 CeMo12 722 M 24 40B 30 CD 12
8 6150 1.8159 50 CrV 4 735 A 50 47 50CrV4
8 1.8161 58 CrV 4
8 1.8515 32 CrMo 12 722 M 24 40B 30 CD 12
8 1.8523 39CrMoV13 9 897M39 40C
9 1.4882 X 50 CrMnNiNbN 21 9 Z 50 CMNNb
21.09
9 3135 1.5710 36NiCr6 640A35 111A 35NC6
9 1.5864 35 niCr 18
9 31 NiCrMo 13 4 830 m 31
10 A573-81 1.0144 ST 44-3 4360 43 C E 28-3
10 A 619 1.0347 DCO3 1449 3 CR E
RSt;RRSt 13 1449 2 CR
10 M 1015 1.0401 C15 080 M 15 AF 37 C12
M 1016 080 M 15 XC 18
M 1017 1449 17 CS
10 1.0570 ST 52-3 4360 50 B E 36-3
10 12L13 1.0718 9SMnPb28 S250Pb
10 (12L13) 1.0718 9 SMnPb 28 S 250 Pb
10 1.0723 15 S22 210 A 15
15 S 20 210 M 15
10 1.2083
10 H 11 1.2343 x 38 CrMoV 5 1 BH 11 Z 38 CDV 5
10 H 13 1.2344 X 40 CrMoV 5 1 BH 13 Z 40 CDV 5
10 A 2 1.2363 X100 CrMoV 5 1 BA 2 Z 100 CDV 5
10 D 2 1.2379 X 155 CrVMo 12 1 BD2 Z 160 CDV 12
10 HNV3 1.2379 X210Cr12G BD2 Z160CDV12
10 D 4 (D 6) 1.2436 X 210 CrW 12 BD6 Z 200 CD 12
10 H 21 1.2581 X 30 WCrV 9 3 BH 21 Z 30 WCV 9
10 1.2601 X 165 CrMoV 12
10 H 12 1.2606 X 37 CrMoW 5 1 BH 12 Z 35 CWDV 5
10 D3 1.3343 S 6-5-2 BM2 Z200C12
10 N08028 1.4563 Z1NCDU31-27-03
10 ASTM A353 1.5662 X8Ni9 1501-509;510
10 ASM A353 1.5662 X8Ni9 502-650 9 Ni
10 2517 1.5680 12Ni19 12Ni19 Z18N5
10 2515 1.5680 12 Ni 19 Z 18 N 5
11 1.3202 S 12-1-4-5 BT 15
ISCAR MATERIAL GROUPS
According to VDI 3323 Standard

Technical Information
141
Die and Mold
SS UNI UNE JIS GOST
35 NiCr 9
2244 42CrMo4 42CrMo4 SCM (440)
2183 GX120Mn12 F. 8251-AM-X120Mn12 SCMnH 1, SCMn H 11 110G13L
36nIcRmO4(KB) 35NiCrMo4 SUP10
40ChN2MA
2541 35NiCrMo6(KB) SNCM 447
38Ch2N2MA
2240 30CrMo12 F.124.A
2230 50CrV4 51CrV4
50ChGFA
2240 32CrMo12 F.124.A
36CrMoV12
SNC236
2534 f-1270
1412 SM 400A;B;C
St4KP; ps; sp
Fep 02 AP 02 08JU
1350 C15
C16 F.111 S 15 C
1 C 15
2132 Fe52BFN/Fe52CFN SM490A;B;C;YA;YB 17G5
1914 CF9SMnPb28 11SMnPb28
1914 CF 9 SMnPb 28 11 SMnPb 28 12 L 13
1922 F.210.F SUM 32
2314
X 37 CrMoV 5 1 KU 4Ch5MFS
2242 X40CrMoV511KU F-5318 SKD61 4Ch5MF1S
2260 X100CrMoV51KU F-5227 SKD12
2310 X165CrMoW12KU X160CrMoW12KU
2736
2312 X215CrW 12 1 KU F-5213
X30WCrV 9 3 KU F-526 SKD5 3Ch2W8F
2310
X 35 CrMoW 05 KU F.537 5ChNM
2715 X210Cr13KU X210Cr12 SUH3 R6M5
2584
14 Ni 6 KG;KT XBNiO9
X10Ni9 F-2645 SL9N60(53)
HS 12-1-5-5 12-1-5-5

Technical Information
142
Material
Group
AISI/SAE Material No. DIN BS EN AFNOR
11 1.3207 S 10-4-3-10 BT42 Z130WKCDV
11 T 15 1.3243 S 6-5-2-5 KCV
06-05-05-04-02
11 1.3246 S 7-4-2-5 Z110 WKCDV
07-05-04
11 1.3247 S 2-10-1-8 BM 42 Z110 DKCWV
09-08-04
11 M 42 1.3249 S 2-9-2-8 BM 34
11 T 4 1.3255 S 18-1-2-5 BT 4 Z 80 WKCV
18-05-04-0
11 M 2 1.3343 S6-5-2 BM2 Z 85 WDCV
11 M 7 1.3348 S2-9-2 Z 100 DCWV
09-04-02-
11 T 1 1.3355 S 18-0-1 BT 1 Z 80 WCV 18-4-01
11 630 1.4548 Z7CNU17-04
11 HNV 3 1.4718 X45CrSi 9 3 401S45 52 Z45CS9
11 422 1.4935 x20 CrMoWV 12 1
12 403 1.4000 X6Cr13 403 S 17 Z 6 C 13
12 1.4001 X6Cr14
12 (410S) 1.4001 X7 Cr 13 (403 S 7) Z 8 C 13
12 405 1.4002 X6CrA12 405S17 Z8CA12
12 405 1.4002 X6 CrAl 13 405 S 17 Z6CA13
12 416 1.4005 X12CrS 13 416 S 21 Z11 CF 13
12 410; CA-15 1.4006 (G-)X10 Cr 13 410S21 56A Z10 C 13
12 430 1.4016 X8Cr17 Z8C17 430S15
12 430 1.4016 X6 Cr 17 430 S 15 60 Z 8 C 17
12 1.4027 G-X20Cr14 420C29 Z20C13M
12 1.4027 G-X 20 Cr 14 420 C 29 Z 20 C 13 M
12 420 1.4028 X30 Cr 13 420 S 45 Z 30 C 13
12 1.4086 G-X120Cr29 452C11
12 430 F 1.4104 X12CrMoS17 420 S 37 Z 10 CF 17
12 440B 1.4112 X90 CrMoV 18
12 434 1.4113 X6CrMo 17 434 S 17 Z 8 CD 17.01
12 1.4340 G-X40CrNi27 4
12 S31500 1.4417 X2CrNiM0Si19 5
12 S31500 1.4417 X2 CrNoMoSi 18 5 3
12 1.4418 X4 CrNiMo16 5 Z6CND16-04-01
12 XM 8 1.4510 Z 4 CT 17
430 Ti
439
12 430tI 1.4510 X6 CrTi 17 Z 4 CT 17
12 1.4511 X 6 CrNb 17(X 6 CrNb 17 Z 4 CNb 17
12 409 1.4512 X 6 CrTi 12 LW 19 Z 3 CT 12
(X2CrTi12) 409 S 19
ISCAR MATERIAL GROUPS
According to VDI 3323 Standard

Technical Information
143
Die and Mold
SS UNI UNE JIS GOST
2723 HS 6-5-2-5 6-5-2-5 SKH55 R6M5K5
7-4-2-5 HS 7-4-2-5 M 35
2-10-1-8 HS 2-9-1-8 M 41
2-9-2-8
R6M5
2722 HS 6 5 2 F-5604 SKH 51
2782 HS 2 9 2 F-5607
R18
X45CrSi8 F322 SUH1 40Ch9S2
2301 X6Cr13 F.3110 SUS403 08Ch13
F8401 08Ch13
2301 08Ch13
X6CrAI13
2302 X6CrAI13
2380 X12 CrSC13 F-3411 SUS 416
2302 X12Cr13 F.3401 SUS410 12Ch13
2320 X8Cr17 F.3113 12Ch17
2320 X8Cr17 F3113 SUS430 12Ch17
20Ch13L
20Ch13L
2304 20Ch13
2383 X10CrS17 F.3117 SUS430F
2325 X8CrMo17 SUS434
2376
2376
2387
X 6 CrTi 17 F.3115 -X 5 CrTi 17 SUS 430 LX 08Ch17T
08Ch17T
X 6 CrNb 17 F.3122-X 5 CrNb 17 SUS 430 LK
X 6 CrTi 12 SUH 409

Technical Information
144
Material
Group
AISI/SAE Material No. DIN BS EN AFNOR
12 1.4720 X20CrMo13
12 405 1.4724 X10CrA113 403S17 Z10C13
12 430 1.4742 X10CrA118 439S15 60 Z10CAS18
12 HNV6 1.4747 X80CrNiSi20 443S65 59 Z80CSN20.02
12 446 1.4749 x18 cRn 28
12 446 1.4762 X10CrA124 Z10CAS24
12 EV 8 1.4871 X 53 CrMnNiN 21 9 349 S 54 Z 52 CMN 21.09
12 302 x12 CrNi 18 9 302 S 31 Z 10 CN 18-09
12 429 X10 CrNi 15
13 420 1.4021 X20Cr13 420S37 Z 20 C 13
13 420 1.4031 X40 Cr 13 Z 40 C 14
13 1.4034 X46Cr13 420 S 45 Z40 C 14
13 431 1.4057 X20CrNi172 431 S 29 57 Z 15 CN 16.02
13 1.4125 X 105 CrMo 17 Z 100 CD 17
13 CA6-NM 1.4313 G-X4 CrNi 13 4 425 C 11 Z 4 CND 13-04 M
13 630 1.4542 X 5 CrNiCuNb 17 4
(X5CrNiCuNb 16-4)
13 1.4544 S. 524
S. 526
13 348 1.4546 X5CrNiNb 18-10 347 S 31
2 S. 130
2 S. 143/144/145
S.525/527
13 1.4922 x20cRmV12-1
13 1.4923 X22 CrMoV12 1
14 304 1.4301 X 5 CrNi 18 9 304 S 15 Z 5 CN 18.09
14 303 1.4305 X10 CrNiS 18 9 303 S 21 58M Z 8 CNF 18-09
14 304L 1.4306 X2CrNi18 9 304S12 Z2CrNi18 10
14 304L 1.4306 X2 CrNi 18 10 304 S 11 Z 3 CN 19-11
14 CF-8 1.4308 X6 CrNi 18 9 304 C 15 58E Z 6 CN 18-10 M
14 301 1.4310 X12CrN i17 7 301 S 21 Z 12 CN 17.07
14 304 LN 1.4311 X2 CrNiN 18 10 304 S 62 Z 2 CN18.10
14 1.4312 G-X10CrNi18 8 302C25 Z10CN18.9M
14 305 1.4312 X8 CrNi 18 12 305 s 19
14 1.4332 X2 CrNi 18-8
14 304 1.4350 X5CrNi18 9 304S15 58E Z6CN18.09
14 S32304 1.4362 X2 CrNiN 23 4 Z 2 CN 23-04 AZ
14 202 1.4371 X3 CrMnNiN 188 8 7 284 S 16 Z 8 CMN
18- 08-05
14 316 1.4401 X 5 CrNiMo 17 12 2 316 S 13
Z 3 CND 17 -11-01
(X4 CrNiMo 17 -12-2) 316 S 17 Z 6 CND 17-11
316 S 19
Z 6 CND 17-11-02
316 S 31
Z 7 CND 17-11-02
316 S 33
Z 7 CND 17-12-02
ISCAR MATERIAL GROUPS
According to VDI 3323 Standard

Technical Information
145
Die and Mold
SS UNI UNE JIS GOST
X10CrA112 F.311 10Ch13SJu
X8Cr17 F.3113 SUS430 15Ch18SJu
X80CrSiNi20 F.320B SUH4
2322 X16Cr26 SUH446
X53CrMnNiN21 9 SUH35,SUH36 55Ch20G9AN4
2330
2303 14210 20Ch13
-2304 40Ch13
X40Cr14 F.3405 SUS420J2
2321 X16CrNi16 F.3427 SUS431 20Ch17N2
X 105 CrMo 17 95Ch18
2385 (G)X6CrNi304 SCS5
X 6 CrNiTi 18 11 08Ch 18N12T
X 6 CrNiNb 18 11
2317 x20cRmOnI 12 01
2332;2333 08Ch18N10
2346 X10CrNiS18.09 F.3508 SUS303 30Ch18N11
2352 x2cRnI18 11 F.3503 SCS19
2352 X2CrNi18 11
2333 SUS304L
2331 X2CrNi18 07 F.3517
2371 X2CrNiN18 10 SUS304LN
10Ch18N9L
10Ch18N9L
2332 X5CrNi18 10 F.3551 SUS304
2327
2347 X 5 CrNiMo 17 12 F.3534-X 5 CrNiMo
17 12 2 SUS 316

Technical Information
146
Material
Group
AISI/SAE Material No. DIN BS EN AFNOR
14 316L 1.4404 X2 CrNiMo 17 13 2 316 S 11, 316 S 13 Z 2 CND 17-12
(X2 CrNiMo 17-12-2) 316 S 14, 316 S 31; Z 2 CND 18-13
GX 2 CrNiMoN 18-10 316 S 42, S.537;316 Z 3 CND 17-11-02
C 12, T.75, S. 161 Z 3 CND
17-12-02 FF
Z 3 CND 18-12-03
Z 3 CND 19.10 M
14 316LN 1.4406 X2 CrNiMoN 17 12 2 316 S 61 Z2 CND 17-12 AZ
(X2CrNiMoN 18-10) 316 S 63
14 CF-8M 1.4408 GX 5 CrNiMoN 7 12 2 316 C 16 (LT 196)
G-X 6 CrNiMo 18 10 ANC 4 B
14 1.4410 G-X10CrNiMo18 9 Z5CND20.12M
14 316 Ln 1.4429 X2 CrNiMo 17 -13-3 316 S 62 Z 2 CND 17-13 Az
14 316L 1.4435 X2 CrNiMo18 14 3 316 S 11;316 S 13 Z 3 CND 17-12-03
316 S 14;316 S 31 Z 3 CND 18-14-03
LW 22
LWCF 22
14 316 1.4436 X 5 CrNiMo 17 13 3 316 S 19; 316 S 31 Z 6 CND 18-12-03
(X4CRNIMO 17-13-3 316 S 33 Z 7 CND 18-12-03
LW 23
LWCF 23
14 317L 1.4438 X2 CrNiMo 18 16 4 317 S 12 Z 2 CND 19-15-04
(X2CrNiMo 18-15-4) z 3 cnd 19-15-04
14 (s31726) 1.4439 X2 CrNiMoN 17 13 5 Z 3 CND
18-14-06 AZ
14 1.4440 X 2 CrNiMo 18 13
14 317 1.4449 X5 CrNiMo 17 13 3 317 S 16
14 329 1.4460 X 4 CrNiMo 27 5 2 (Z 3 CND 25-07 Az)
(X3CrNiMo27-5-2) Z 5 CND 27-05 Az
14 329 1.4460 X8CrNiMo27 5
14 1.4462 X2CrNiMoN22 5 3 318 S 13 Z 3 CND 22-05 Az
(Z 2 CND 24 -08 Az )
(Z 3 CND 25-06-03 Az)
14 1.4500 G-X7NiCrMoCuNb25 20 23NCDU25.20M
14 17-7PH 1.4504 316S111
14 443 1.4521 X2CrMoTi18-2
444
14 UNS N 08904 1.4539 X1NiCrMoCuN25-20-5 Z 2 NCDU 25-20
14 CN-7M 1.4539 (G-)X1 NiCrMoCu 25 20 5 Z1 NCDU 25-02 M
14 321 1.4541 Z 6 CrNiTi 18-10 321 S 31
321 S 51 (1010;1105) Z 6 CNT 18-10
LW 24
LWCF 24
ISCAR MATERIAL GROUPS
According to VDI 3323 Standard

Technical Information
147
Die and Mold
SS UNI UNE JIS GOST
2348 X 2 CrNiMo 17 12 F.3533 - X 2 CrNiMo
17 13 2
G-X 2 CrNiMo 19 11 F.3537 - X 2 CrNiMo
17 13 3 SUS 316 L
X 2 CrNiMoN 17 12 F.3542-X 2 CrNiMoN
17 12 2 SUS316LN
07Ch18N; 18N10G2S2MSL
2343 F.8414-AM-X 7
CrNiMo 20 10 SCS 14
2328
2375 X 2 CrNiMoN 17 13 F.3543-X 2 CrNiMoN 17 13 3 (SUS 316 LN
2375 X2CrNiMoN 17 13 F.3533-X 2 CrNiMo
17 13 2 SUS 316 L O3Ch17N14M3
2343 X 5 CrNiMo 117 13 F.3543-X 5 CrNiMo 17 12 2 3 SUS 316
X 8 cRnImO 17 13 F.3538-X 5 CrNiMo 17 13
2367 X2CrNiMo18 16 f.3539-x 2 cRnImO 18 16 4 SUS317L
X 5 CrNiMo 18 15 SUS 317
2324 F.3309-X 8 CrNiMo 17 12 2
F.3552-X 8 CrNiMo 18 16 4 SUS 329 J 1
2324
2377 SUS 329 J3L
Z8CNA17-07 X2CrNiMo1712
2326 F.3123-X 2 CrMoTiNb 18 2 SUS 444
2562
2564
2337 X 6 CrNiTi 18 11 F.3523 - X 6 CrNiTi 06Ch18N10T
18 10 SUS 321 08Ch18N10T
09Ch18N10T
12Ch18N10T

Technical Information
148
Material
Group
AISI/SAE Material No. DIN BS EN AFNOR
14 630 1.4542 X5 CrNiCuNb 17 4 Z 7 CNU 15-05
(X5 CrNiChNb 16-4) Z 7 CNU 17-04
14 17-4PH 1.4542 Z7CNU17-04
14 S31254 1.4547 X1 CrNiMoN 20 18 7
14 17-4PH 1.4548 Z7CNU17-04
14 347 1.4550 X6 CrNiNb 18 10 347 S 17 58F Z 6 CNNb 18.10
14 1.4552 G-X7CrNiNb18 9 Z4CNNb19.10M
14 17-7PH 1.4568 316S111
14 316tTi 1.4571 X6 CrNiMoTi 17 12 2 320 S 31
Z 6 CNDT 17-12002
14 316 Ti 1.4571 x 6 CrNiMoTi 17 12 2 320 S 31 58J Z 6 NDT 17.12
14 1.4581 G-X 5 CrNiMoNb 318 C 17
Z 4 CNDNb 18.12 M
14 318 1.4583 X 10CrNiMoNb 18 12 303 S 21 Z15CNS20.12
14 1.4585 G-X7CrNiMoCuNb18 18
14 1.4821 X20CrNiSi25 4 Z20CNS25.04
14 1.4823 G-X40CrNiSi27 4
14 309 1.4828 X15CrNiSi20 12 309 S 24 58C Z15CNS20.12
14 1.4829 X 12 CrNi 22 12
14 309S 1.4833 X6 CrNi 22 13 309 S 13 Z 15 CN 24-13
14 310 S 1.4845 X12 CrNi 25 21 310S24 Z 12 CN 25-20
14 321 1.4878 X6 CrNiTi 18 9 32 1 S 20 58B Z 6 CNT 18-12 (B)
14 Ss30415 1.4891 X5 CrNiNb 18 10
14 S30815 1.4893 X8 CrNiNb 11
14 304H 1.4948 X6 CrNi 18 11 304 S 51 Z 5 CN 18-09
14 660 1.4980 X5 NiCrTi 25 15
Zz 8 nctv 25-15 b ff
14 X5 NiCrN 35 25
14 S31753 X2 CrNiMoN 18 13 4
14 X2 CrNiMoN 25 22 7
15 CLASS20 0.6010 GG10 Ft10D
15 A48-20B 0.6010 GG-10 FT 10 D
15 NO 25 B 0.6015 GG 15 Grade 150 FT 15 D
15 CLASS25 0.6015 GG15 GRADE150 Ft15D
15 A48 25 B 0.6015 GG 15 Grade 150 Ft 15 D
15 A48-30B 0.6020 GG-20 Grade 220 Ft 20 D
15 NO 30 B 0.6020 GG 20 Grade 220 Ft 20 D
15 A436 Type 2 0.6660 GGL-NiCr202 L-NiCuCr202 L-NC 202
15 60-40-18 0.7040 GGG 40 SNG 420/12 FCS 400-12
15 No 20 B GG 10 Ft 10 D
16 CLASS30 0.6020 GG20 GRADE220 Ft20D
16 CLASS45 0.6030 GG30 GRADE300 Ft30D
16 A48-45 B 0.6030 Grade 300 Ft 30 D
16 A48-50 0.6035 GG-35 GRADE 350 Ft35D
16 A48-60 B 0.6040 GG40 GRADE400 Ft 40 D
16 100/70/03 0.7070 GGG-70 SNG700/2 FGS 700-2
17 0.7033 GGG35.3
ISCAR MATERIAL GROUPS
According to VDI 3323 Standard

Technical Information
149
Die and Mold
SS UNI UNE JIS GOST
SCS 24
SUS 630
2378
2338 X6CrNiNb18 11 F.3552 SUS347 08Ch18N12B
Z8CNA17-07 X2CrNiMo1712 09Ch17NJu1
2350 10Ch17N13M2T
2350 X6CrNiMoTi17 12 F.3535 10Ch17N13M2T
x15cRnIsI2 12
X6CrNiMoTi17 12
F.8414 SCS17 20Ch20N14S2
2361 X6CrNi25 20 F.331 SUH310 20Ch23N18
2337 X6CrNiTi18 11 F.3553 SUS321
2372
2368
2333
2570
110 G10 SCh10
0110-00 SCh10
0115-00 G 15 FG 15 FC150 SCh15
115 G 15 FG 15 SCh15
01 15-00 G14 FG15 SCh15
0120-00 SCh20
120 G 20 FC200 SCh20
0523-00
0717-02 GS 370-17 FGE 38-17 FCD400 VCh42-12
110 FC100
120 G 20 FG 20
130 G 30 FG 30 FC300 SCh20
01 30-00 SCh30
135 G 35 FG 35 FC350 SCh30
140 SCh40
07 37-01 GGG 70 GGG 70 FCD700
07 17-15

Technical Information
150
Material
Group
AISI/SAE Material No. DIN BS EN AFNOR
17 0.7033 GGG-35.3 350/22 L 40 FGS 370/17
17 60-40-18 0.7040 GGG-40 SNG 420/12 FGS 400-12
17 60/40/18 0.7043 GGG-40.3 370/7 FGS 370/17
17 80-55-06 0.7050 GGG50 SNG500/7 FGS 500/7
17 65-45-12 0.7050 GGG-50 SNG 500/7 FGS 500-7
17 0.7652 GGG-NiMn 13 7 S-NiMn 137 S-Mn 137
17 A43D2 0.7660 GGG-NiCr 20 2 Grade S6 S-NC 202
17 GGG 40.3 SNG 370/17 FGS 370-17
18 A48-40 B 0.6025 GG25 Grade260 Ft 25 D
18 0.7060 GGG60 SNG600/3 FGS600-3
18 80/55/06 0.7060 GGG-60 600/3 FGS 600/3
18 A48 40 B
19 0.8055 GTW55
19 32510 0.8135 GTS-35-10 B 340/12 MN35-10
19 A47-32510 0.8135 GTS-35-10 B 340/2 Mn 35-10
19 A220-40010 0.8145 GTS-45-06 P 440/7 Mn 450-6
19 GTS-35 B 340/12
19 8 290/6 MN 32-8
19 32510 GTS-35 B340/12 MN 35-10
20 0.8035 GTM-35 W340/3 MB35-7
20 0.8040 GTW-40 W410/4 MB40-10
20 0.8045
20 0.8065 GTMW-65
20 A220-50005 0.8155 GTS-55-04 P 510/4 Mn 550-4
20 50005 0.8155 GTS-55-04 P510/4 MP 50-5
20 70003 0.8165 GTS-65-02 P 570/3 Mn 650-3
20 90001 0.8170 GTS-70-02 P 690/2 Mn 700-2
20 A220-90001 0.8170 GTS-70-02 Mn 700-2
20 0.817 GTS-70-02 IP 70-2
20 1022
1518 1.1133 20Mn5 120 M 19 20 M 5
20 1035 1.1183 Cf 35 (C35G) 080 A 35 XC 38 H 1 TS
20 400 10 GTS-45 P440/7
20 70003 GTS-65 P 570/3 MP 60-3
21 Al99 3.0205
21 1000 3.0255 AI99.5 L31/34/36 A59050C
21 3.3315 AIMg1
22 3.1325 AlCuMg 1
22 3.1655 AICuSiPb
22 3.2315 AlMgSi1
22 7050 3.4345 AIZnMgCuO,5 L 86 AZ 4 GU/9051
23 3.2381 G-AISi10Mg
23 3.2382 GD-AISi10Mg
23 3.2581 G-AISi12
ISCAR MATERIAL GROUPS
According to VDI 3323 Standard
Technical Information
151
Die and Mold
SS UNI UNE JIS GOST
0717-15
0717-02 VCh42-12
0717-15 VCh42-12
0727-02 GGG 50 VCh50-2
0727-02 FCD 500
VCh50-2
0772-00
0776-00
0717-12 SCh25
125 G 25 FG 25 FC250 VCh60-2
07 32-03 GGG 60 GGG 60
0727-03 FCD600
GTW 55
810 GTS 35 KCh35-10
0815-00 KCh35-10
0852-00 GMN 45 FCMW370
0810-00
814 AC4A
08 15 FCMW330
852 GTM 35
GMB40 GTM 40
GMB45 GTM 45 KCh55-4
GTW 65 KCh55-4
0854-00 KCh60-3
0854-00 GMN 55 FCMP490 KCh70-2
0856-00 GMN 65 FCMP590 KCh70-2
0862-00 GMN 70 FCMP690 KCh70-2
0864-00 20G
2132 G 22 Mn 3 35
20 Mn 7 F.1515-20 Mn 6 SMnC 420
1572 C 36; C 38 S 35 C 35
08 52
858 FCMP540 AD0
D1
AD35
AK9
811-04
AK12

Technical Information
152
Material
Group
AISI/SAE Material No. DIN BS EN AFNOR
23 3.3561 G-AIMg 5
23 ZE 41 3.5101 G-MgZn4sE1Zr1 MAG 5
23 EZ 33 3.5103 MgSE3Zn27r1 MAG 6 G-TR3Z2
23 AZ 81 3.5812 G-MgAI8Zn1 NMAG 1
23 AZ 91 3.5912 G-MgAI9Zn1 MAG 7
24 2.1871 G-AICu 4 TiMg
24 3.1754 G-AICu5Ni1,5
24 3.2163 G-AISi9Cu3
24 4218 B 3.2371 G-AISi 7 Mg
24 SC64D 3.2373 G-AISI9MGWA A-S7G
24 3.2373 G-AISi 9 Mg
24 QE 22 3.5106 G-MgAg3SE2Zr1 MAG 12
24 GD-AISI12 G-ALMG5 LM5 A-SU12
23-24 A360.2 3.2383 G-AISi0Mg(Cu) LM9
23-24 A356-72 2789;1973 NF A32-201
23-24 356.1 LM25
23-24 A413.2 G-AlSi12 LM 6
23-24 A413.1 G-AlSi 12 (Cu) LM 20
23-24 A413.0 GD-AlSi12
23-24 A380.1 GD-AlSi8Cu3 LM24
26 C 93200 2.1090 G-CuSn 7 5 pb U-E 7 Z 5 pb 4
26 C 83600 2.1096 G-CuSn5ZnPb LG 2
26 C 83600 2.1098 G-CuSn 2 Znpb
26 C 23000 2.1182 G-CuPb15Sn LB1 U-pb 15 E 8
26 C 93800 2.1182 G-CuPb15Sn Uu-PB 15e 8
27 2.0240 CuZn 15
27 C 27200 2.0321 CuZn 37 CZ 108
CuZn 36, CuZn 37
27 C 27700 2.0321 CuZn 37 CZ 108
CuZn 36, CuZn 37
27 2.0590 G-CuZn40Fe
27 C 86500 2.0592 G-CuZn 35 AI 1 U-Z 36 N 3 HTB 1
27 C 86200 2.0596 G-CuZn 34 AI 2 HTB 1 U-Z 36 N 3
27 C 18200 2.1293 CuCrZr CC 102 U-Cr 0.8 Zr
28 2.0060 E-Cu57
28 2.0375 CuZn36Pb3
28 C 94100 2.0596 G-CuZn 34 AI 2 HTB 1 U-Z 36 N 3
28 C 63000 2.0966 CuAI 10 Ni 5 Fe 4 Ca 104 U-A 10 N
28 B-148-52 2.0975 G-CuAI 10 Ni
28 C 90700 2.1050 G-CuSn 10 CT1
28 C 90800 2.1052 G-CuSn 12 pb 2 UE 12 P
28 C 81500 2.1292 G-CuCrF 35 CC1-FF
28 2.4764 CoCr20W15Ni
31 N 08800 1.4558 X 2 NiCrAITi 32 20 NA 15
31 N 08031 1.4562 X 1 NiCrMoCu 32 28 7
31 N 08028 1.4563 X 1 NiCrMoCuN 31 27 4
ISCAR MATERIAL GROUPS
According to VDI 3323 Standard

Technical Information
153
Die and Mold
SS UNI UNE JIS GOST
VAL8
AK8
4251 C4BS AK9
4252
4253
4244 A5052 AK7
4261
4260 ADC12 AK12
4247 A6061
4250 A7075
C 2700 L63
C2720 L63
LTs23AD; ZMts
LS60-2
BrAD; N10-4-4
2584 EK77

Technical Information
154
Material
Group
AISI/SAE Material No. DIN BS EN AFNOR
31 N 08330 1.4864 X 12 NiCrSi 36 16 NA 17 Z 12 NCS 35.16
31 330 1.4864 X12 NiCrSi 36 16 NA 17 Z 12 NCS 37.18
31 1.4865 G-X40NiCrSi38 18 330 C 40
31 1.4958 X 5 NiCrAITi 31 20
31 AMS 5544 LW2.4668 NiCr19NbMo NC20K14
32 1.4977 X 40 CoCrNi 20 20 Z 42 CNKDWNb
33 Monel 400 2.4360 NiCu30Fe NA 13 NU 30
33 5390A 2.4603 NC22FeD
33 Hastelloy C-4 2.4610 NiMo16cR16Ti
33 Nimonic 75 2.4630 NiCr20Ti HR 5,203-4 NC 20 T
33 2.4630 NiCr20Ti HR5,203-4 NC20T
33 lnconel 690 2.4642 NiC29Fe Nnc 30 Fe
33 lnconel 625 2.4856 NiCr22Mo9Nb NA 21 NC 22 FeDNb
33 5666 2.4856 NiCr22Mo9Nb Inconel 625
33 lncoloy 825 2.4858 NiCr21Mo NA 16 NC 21 Fe DU
34 Monel k-500 2.4375 NiCu30 Al NA 18 NU 30 AT
34 4676 2.4375 NiCu30Al 3072-76
34 2.4631 NiCr20TiAI Hr40;601 NC20TA
34 lnconel 718 2.4668 NiCr19FeNbMo NC 19 Fe Nb
34 lnconel 2.4694 NiCr16fE7TiAl
34 2.4955 NiFe25Cr20NbTi
34 5383 LM2.4668 NiCr19Fe19NbMo HR8 NC19eNB
34 5391 LW2 4670 S-NiCr13A16MoNb 3146-3 NC12AD
34 5660 LW2.4662 NiFe35Cr14MoTi ZSNCDT42
34 5537C LW2.4964 CoCr20W15Ni KC20WN
34 AMS 5772 C0Cr22W14Ni KC22WN
35 lnconel X-750 2.4669 NiCr15Fe7TiAl NC 15 TNb A
35 Hastelloy B 2.4685 G-NiMo28
35 Hastelloy C 2.4810 G-NiMo30
35 AMS 5399 2.4973 NiCr19Co11MoTi NC19KDT
35 3.7115 TiAl5Sn2
36 R 50250 3.7025 Ti 1 2 TA 1
36 R 52250 3.7225 Ti 1 pd TP 1
36 AMS 5397 LW2 4674 NiCo15Cr10MoAITi
37 3.7124 TiCu2 2 TA 21-24
37 R 54620 3.7145 TiAl6Sn2Zr4Mo2Si
37 3.7165 TiAl6V4 TA 10-13;TA 28 T-A 6 V
37 3.7185 TiAl4Mo4Sn2 TA 45-51; TA 57
37 3.7195 TiAl 3 V 2.5
37 TiAl4Mo4Sn4Si0.5
37 AMS R54520 TiAl5Sn2.5 TA14/17 T-A5E
37 AMS R56400 TiAl6V4 TA10-13/TA28 T-A6V
37 AMS R56401 TiAl6V4ELI TA11
ISCAR MATERIAL GROUPS
According to VDI 3323 Standard

Technical Information
155
Die and Mold
SS UNI UNE JIS GOST
SUH330
XG50NiCr39 19 SCH15
KhN38VT
KhN77TYuR
VT5-1
VT1-00
VT6

Technical Information
156
Material
Group
AISI/SAE Material No. DIN BS EN AFNOR
38 W 1 1.1545 C 105 W1 BW 1A Y1 105
38 W210 1.1545 C105W1 BW2 Y120
38 1.2762 75 CrMoNiW 6 7
38 440C 1.4125 X105 CrMo 17 Z 100 CD 17
38 1.6746 32 nIcRmO 14 5 832 M 31 35 NCD 14
40 Ni- Hard 2 0.9620 G-X 260 NiCr 4 2 Grade 2 A
40 Ni- Hard 1 0.9625 G-X 330 Ni Cr 4 2 Grade 2 B
40 Ni-Hard 4 0.9630 G-X 300 CrNiSi 9 5 2
40 0.9640 G-X 300 CrMoNi 15 2 1
40 A 532 lll A 25% Cr 0.9650 G-X 260 Cr 27 Grade 3 D
40 A 532 lll A 25% Cr 0.9655 G-X 300 CrNMo 27 1 Grade 3 E
40 1.2419 105 WCr 6 105WC 13
40 310 1.4841 X15 CrNiSi 25 20 314 S31 Z 15 CNS 25-20
41 0.9635 G-X 300 CrMo 15 3
41 0.9645 G-X 260 CrMoNi 20 2 1
41 0.9655 G-X 300 CrNMo 27 1
ISCAR MATERIAL GROUPS
According to VDI 3323 Standard

Technical Information
157
Die and Mold
SS UNI UNE JIS GOST
1880 C 100 KU F-5118 SK 3 U10A
2900 C120KU CF.515 SUP4 U10A
95Ch18
0512-00
0513-00
0466-00 ChWG
20Ch25N20S2
107 WCr 5 KU

Technical Information
158

ISCAR LTD.
Headquarters
Tefen 24959, Israel
Tel + 972 (0)4 997 0311
Fax + 972 (0)4 987 3741
www.iscar.com
Argentina
ISCAR TOOLS ARGENTINA SA
Monteagudo 222
1437 Buenos Aires
Tel + 54 114 912 2200
Fax + 54 114 912 4411
Australia
Headquarters and Technical Centre
Norwest Business Park
30 Brookhollow Avenue
Baulkham Hills NSW 2153
Australian Technical Training Centre
Bell Street, Preston, Victoria, 3072
Tel + 61 (0) 2 8848 3500
Fax + 61 (0) 2 8848 3511
www.iscar.com.au
Austria
ISCAR AUSTRIA GmbH
Im Stadtgut C 2
A-4407 Steyr-Gleink
Tel + 43 7252 71200-0
Fax + 43 7252 71200-999
www.iscar.at
Belarus
JV ALC “TWING-M”
Slutskaya str. 3,
223056 v. Sennitsa
Minsk district
Tel +375 17 506-32-38
+375 17 506-33-31/65
Tel/Fax +375 17 506-32-37
www.twing.by, www.iscar.by
Belgium
n.v. ISCAR BENELUX s.a.
Roekhout 13
B 1702 Dilbeek (Groot-Bijgaarden)
Tel + 32 (0) 2 464 2020
Fax + 32 (0) 2 522 5121
www.iscar.be
Bosnia
(Representative Office)
Kralja Tvrtka I br. 17
BIH- 72000 Zenica
Tel +387 32 201 100
Fax +387 32 201 101
Brazil
ISCAR DO BRASIL COML. LTDA.
Rodovia Miguel Melhado Campos,
Km 79, Bairro Moinho
CEP: 13280-000 - Vinhedo - SP
Tel + 55 19 3826-7100
Fax + 55 19 3826-7171
DDG 0800 701 8877
www.iscar.com.br
Bulgaria
ISCAR BULGARIA
Starozagorska 1, Str.
Floor 1, Office G,
6100 Kazanlak
Tel/Fax +359 431 62557
Canada
ISCAR TOOLS INC.
2100 Bristol Circle
Oakville, Ontario L6H 5R3
Tel + 1 905 829 9000
Fax + 1 905 829 9100
www.iscar.ca
China
ISCAR CHINA
7B21, Hanwei Plaza,
7 Guanghua Road
Chaoyang District
Bejiing 100004
Tel + 86 10 6561 0261/2/3
Fax + 86 10 6561 0264
www.iscar.com.cn
Croatia
ISCAR ALATI d.o.o.
J. Jelačiča 134
CRO-10430 Samobor
Tel +385 (0) 1 33 23 301
Fax +385 (0) 1 33 76 145
www.iscar.hr
Czech Republic
ISCAR CR s.r.o.
Mánesova 73, 301 00 Plzen
Tel + 420 377 420 625
Fax + 420 377 420 630
www.iscar.cz
Finland
ISCAR FINLAND OY
Ahertajantie 6
02100 Espoo
Tel +358-(0)9-439 1420
Fax +358-(0)9-466 328
France
ISCAR FRANCE SAS
8, Rue Georges Guynemer
78286 GUYANCOURT Cedex
Tel + 33 (0)1 30 12 92 92
Fax + 33 (0)1 30 43 88 22
www.iscar.fr
Germany
ISCAR GERMANY GmbH
Eisenstockstrasse 14
D 76275 Ettlingen
Tel + 49 (0) 72 43 9908-0
Fax + 49 (0) 72 43 9908-93
www.iscar.de
Hungary
ISCAR HUNGARY kft
Kassai u 151
H 1142 Budapest
Tel + 36 1 251 5688
Fax + 36 1 251 4757
www.iscar.hu
Italy
ISCAR ITALIA srl
Via Mattei 49 / 51
20020 Arese [MI]
Tel + 39 02 93 528 1
Fax + 39 02 93 528 213
www.iscaritalia.it
Japan
ISCAR JAPAN LTD.
Head Office
15th Floor, Senri Asahi
Hankyu Building
1-5-3, Shinsenri-Higashimachi
Toyonaka-Shi,
Osaka 560-0082
Tel + 81 6 6835 5471
Fax + 81 6 6835 5472
www.iscar.co.jp
Macedonia
(Representative Office)
Londonska 19/4
MK-1000 Skopje
Tel +389 2 309 02 52
Fax +389 2 309 02 54
Mexico
ISCAR DE MÉXICO,
S.A de C.V.
Fray Pedro de Gante 15
Col. Cimatario
Querétaro, Qro.
C.P. 76030
Tel + 52 (442) 214 5505
Fax + 52 (442) 214 5510
www.iscar.com.mx
The Netherlands
ISCAR NEDERLAND B.V.
Postbus 704, 2800 AS Gouda
Tel + 31 (0) 182 535523
Fax + 31 (0) 182 572777
www.iscar.nl
New Zealand
ISCAR PACIFIC LTD.
1/501 Mt. Wellington Hwy.
Mt. Wellington Auckland
Tel + 64 9 5731280
Fax + 64 9 5730781
Poland
ISCAR POLAND Sp. z o.o.
ul. Gospodarcza 14
40-432 Katowice
Tel + 48 32 735 7700
Fax + 48 32 735 7701
www.iscar.pl
Portugal
ISCAR PORTUGAL, SA
Avd.Dr.Domingos Caetano de Sousa
Fracção B, Nº 541
4520-165 Santa Maria da Feira
Tel + 351 256 579950
Fax + 351 256 586764
www.iscarportugal.pt
Romania
ISCAR TOOLS SRL
Str. Maramures nr. 38,
Corp 2, Otopeni,
jud. Ilfov, cod 010832
Tel + 40 (0)312 286 614
Fax + 40 (0)312 286 615
Russia
Moscow
ISCAR RUSSIA CIS
Godovikova str. 9, build. 10
129085 Moscow
Tel/fax +7 495 660 91 25/31
www.iscar.ru
Chelyabinsk
ISCAR RF EAST LTD
Malogruzovaya str., 1 - office 605
454007, Chelyabinsk
Tel/fax +7 351 2450432
www.iscar.ru
Serbia
ISCAR TOOLS d.o.o.
Autoput 22
SRB-11080 Zemun
Tel +381 11 314 90 38
Fax +381 11 314 91 47
Slovakia
ISCAR SR, s.r.o.
K múzeu 3
010 03 Zilina
Tel +421 (0) 41 5074301
Fax +421 (0) 41 5074311
www.iscar.sk
Slovenia
ISCAR SLOVENIJA d.o.o.
IOC, Motnica 14
SI-1236 Trzin
Tel + 386 1 580 92 30
Fax + 386 1 562 21 84
www.iscar.si
South Africa
ISCAR SOUTH AFRICA (PTY) LTD.
47 Lake Road
Longmeadow Business Estate - North
Extension 7, Modderfontein,
Edenvale, Gauteng
P.O. Box 392
Longmeadow Business Estate - North 1609
ShareCall 08600-47227
Tel +27 11 997 2700
Fax +27 11 388 9750
www.iscar.co.za
South Korea
ISCAR KOREA
304 Youggye-Ri,
Gachang-myeon
Dalsung-gun, Daegu 711-860
Tel + 82 53 760 7590
Fax + 82 53 767 7203
www.iscarkorea.co.kr
Spain
ISCAR IBERICA SA
Parc Tecnològic del Vallès
Avda. Universitat Autònoma 19-21
08290 Cerdanyola-Barcelona
Tel +34 93 594 6484
Fax +34 93 582 4458
www.iscarib.es
Sweden
ISCAR SVERIGE AB
Kungsangsvagen 17B
Box 845
751 08 Uppsala
Tel + 46 (0) 18 66 90 60
Fax + 46 (0) 18 122 920
www.iscar.se
Switzerland
ISCAR HARTMETALL AG
Wespenstrasse 14
CH 8500 Frauenfeld
Tel + 41 (0) 52 728 0850
Fax + 41 (0) 52 728 0855
www.iscar.ch
Taiwan
ISCAR TAIWAN LTD.
395, Da Duen South Road,
Taichung 408
Tel +886 (0)4-24731573
Fax +886 (0)4-24731530
www.iscar.org.tw
Thailand
ISCAR THAILAND LTD.
57, 59, 61, 63 Soi Samanchan-Babos
Sukhumvit Rd.
Phra Khanong, Khlong Toey
Bangkok 10110
Tel + 66 (2) 7136633-8
Fax + 66 (2) 7136632
Turkey
ISCAR KESICI TAKIM
TIC. VE IML. LTD. STI.
Gebze Organize Sanayi Bölgesi (GOSB)
Ihsan Dede Cad. No: 105
Gebze / Kocaeli
Tel + 90 (262) 751 04 84 (Pbx)
Fax + 90 (262) 751 04 85
www.iscar.com.tr
Ukraine
ISCAR UKRAINE LLC
Volgodonska str., 66
02099 Kiev
Tel/fax +38 (044) 503-07-08
www.iscar.ru
United Kingdom
ISCAR TOOLS LTD.
Woodgate Business Park
Bartley Green
Birmingham B32 3DE
Tel + 44 (0) 121 422 8585
Fax + 44 (0) 121 423 2789
www.iscaruk.co.uk
United States
ISCAR METALS INC.
300 Westway Place
Arlington, TX 76018-1021
Tel + 1 817 258 3200
Tech Tel 1-877-BY-ISCAR
Fax + 1 817 258 3221
www.iscarmetals.com
Vietnam
ISCAR VIETNAM
(Representative Office)
Room D 2.8, Etown Building,
364 Cong Hoa, Tan Binh Dist.,
Ho Chi Minh City
Tel +84 38 123 519/20
Fax +84 38 123 521
7861458
© ISCAR LTD.
All rights reserved
02/2017

Third
Edition
Metric Version
www.iscar.com
www.iscar.com
ISCAR’s Quick
Reference Guide for
Die and Mold Making
ISCAR’s Quick
Reference Guide for
Die and Mold Making
ISCAR’s Quick Reference Guide for Die and Mold Making Metric Version
